Thin-wall injection molds: key technical challenges and engineering solutions
As demand for lighter plastic products continues to grow, thin-wall injection molding has become an important benchmark of a mold maker's technical capability. "Thin-wall" usually refers to products with wall thickness below 1 mm, and some advanced applications go down to around 0.3 mm. Compared with conventional injection molding, thin-wall processing places much stricter demands on material flow, mold strength, machining precision, and cooling efficiency.
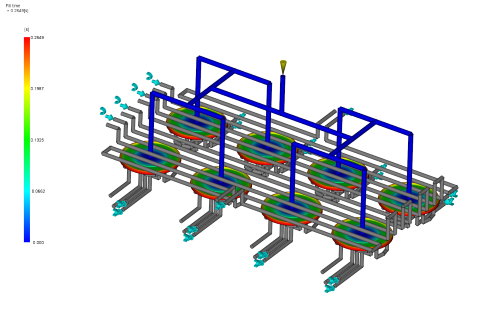
Thin cavities sharply increase flow resistance and cooling rates. Poor design leads to short shots, visible weld lines, or incomplete filling—so moldflow analysis must lead the design process.
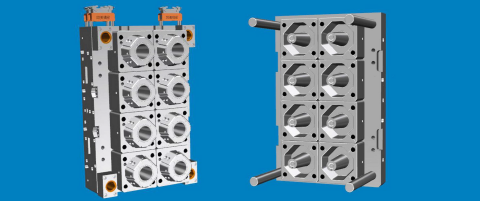
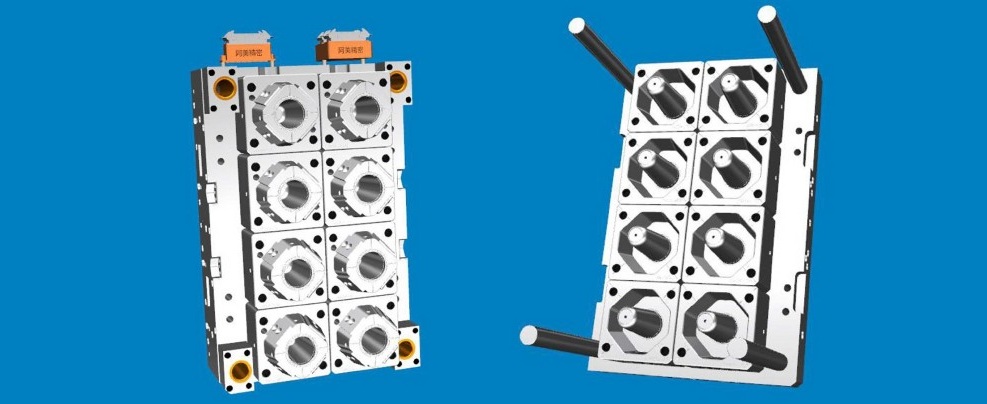
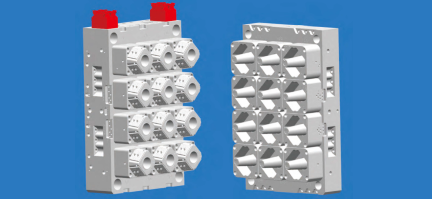
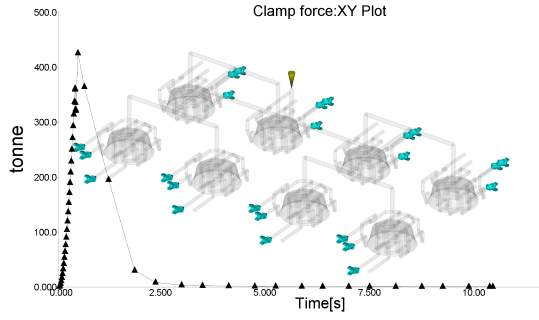
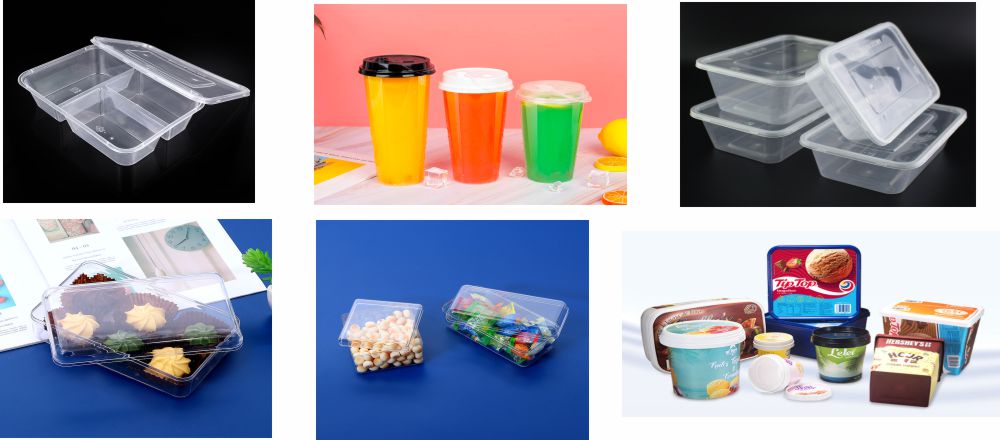
From day one, H T Mould uses advanced simulation to model melt-front temperature, shear, pressure fields, and clamp force. We predict filling risk and optimize gate location, runner sizing, and cavity layout. For 650 ml thin-wall cups and meal boxes we commonly run 8- or 6-cavity tools, holding overall cycle within 10 s while achieving IML cycles down to 6.2 s—demonstrating how central simulation is to thin-wall success.

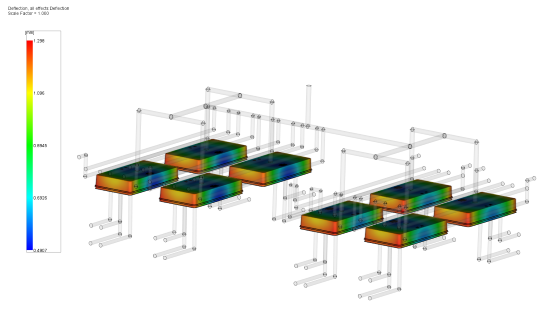
Thin-wall molding often needs very high injection speeds and pressures—sometimes 5–10× conventional speeds and over 200 MPa injection pressure. If the mold lacks rigidity, plates deflect, cavity dimensions drift, walls become uneven, or parts show eccentricity.
H T Mould designs high-strength mold bases with appropriate support pillars and plate thickness so deflection under shock loading stays in the micron range. Where eccentricity appears, we balance gates, tune ejection, and correct thermal fields for fine in-process adjustment without long shutdowns—keeping dimensions stable run after run.
Thin-wall parts demand tight tolerances; tiny machining errors are magnified in use. We use high-speed precision equipment so cavities, cores, and cooling channels hold micron-level accuracy.
For warp-prone parts we predict shrinkage and deformation in simulation, then apply pre-distortion in cavity geometry so the part “springs back” to nominal shape after ejection. Built on extensive data, we routinely stabilize production at wall thicknesses down to about 0.32 mm.

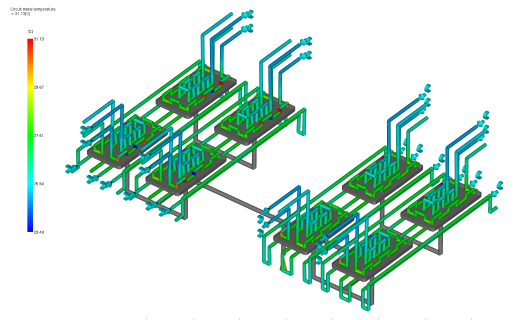
Cycle time drives thin-wall economics. Cooling often exceeds 80% of the cycle; uneven or slow cooling lengthens the cycle and drives warp and residual stress.
We follow conformal-cooling principles, routing water to follow the 3D part contour for even cavity temperature. On an 8-cavity 650 ml IML cup, refined circuits and high-flow cooling helped reach a 6.2 s cycle; 6-cavity meal boxes similarly hold within about 10 s—boosting output and margin without sacrificing quality.
Thin-wall mold engineering blends rheology, mechanics, heat transfer, and precision manufacturing. H T Mould combines simulation, robust structures, fine machining, pre-distortion, and efficient cooling into a proven thin-wall program—from ~0.32 mm walls in stable production to 6.2 s class cycles.
The case studies below show real projects and production results from the field.