— H T Mould 8-cavity long-life mold design and production
Hello—I’m an engineer at H T Mould. Here is a recent project: an injection mold for a clear PS lid on a chocolate tray. The tool is 8 cavities in clear polystyrene, with high demands on cosmetics, dimensional accuracy, and throughput. After nearly a year in production it runs steadily with yield above 98.5% and expected life 5–6 million shots. Below are notes on design, build, commissioning, and maintenance.

The lid must look premium: no obvious flow lines, bubbles, silver streaks, or sink. Demolding and size consistency matter. Clear PS flows well but is temperature-sensitive and prone to stress. Gating, cooling, and venting need careful design.
We selected an 8-cavity hot-runner layout with symmetric nozzle placement for fill balance.
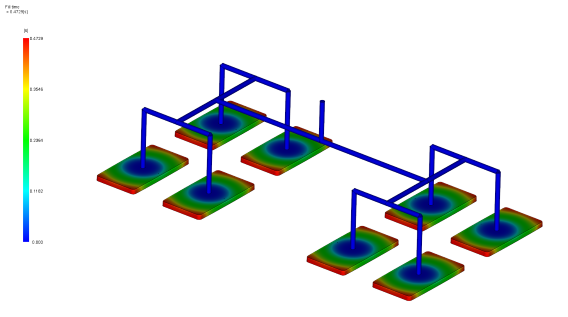


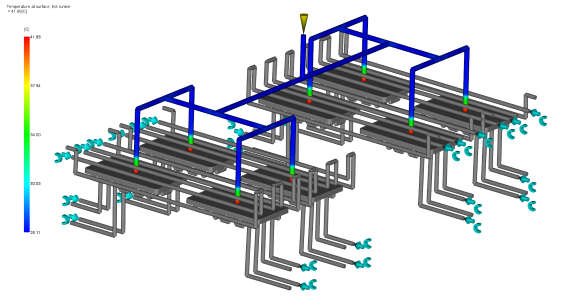
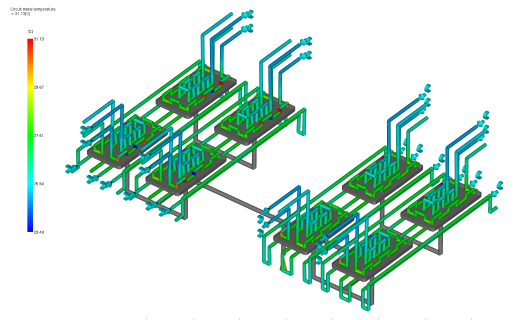
During design we simulated fill and cool. Key figures:
| Analysis item | Value | Note |
|---|---|---|
| Fill time | 0.4729 s | Balanced fill, no heavy flow marks |
| Coolant temperature | 26.30 °C | Rise ≤1.3 °C, even cooling |
| Hot-runner skin temp. | 41.88 °C | Stable |
| Cavity metal temperature | 31.73 °C | Low stress, minimal distortion |
From those results we sized water lines and used conformal cooling concepts for cavity-to-cavity consistency.
Warranty 3 million shots; 5–6 million in normal service. That drives steel, heat treatment, and layout.
Frame and cavities: quality mold base (e.g. S50C class); cavities/cores in premium tool steel, vacuum heat treated to HRC 48–52 for wear and fatigue. Hot components in hot-work grades.
Venting: service every ~100k shots—vent inserts are removable; slot depth 0.02–0.03 mm to vent gas without flash.
Wear parts: every ~1M shots inspect nozzles, springs, air pins, wear plates. Springs are quality brands, compression within ~30%. Air-assisted ejection avoids whitening on clear parts.
Daily care: centralized lube points and optional auto-lube to simplify operator work.
| Parameter | Actual |
|---|---|
| Injection time | 0.55 s |
| Injection end position | 107.7–107.8 mm |
| Pack handover position | 37.8–38.2 mm |
| Cushion | 37.4–37.6 mm |
| Recovery position | 101.2–101.3 mm |
| Recovery time | 3.63–3.77 s |
| Mold open time | ~3.18 s |
| Mold close time | 1.77 s |
| Overall cycle | 14.01–14.14 s |
| Temperature | Value |
|---|---|
| Barrel | 255–260 °C |
| Hot runner | 240–260 °C |
| Mold cooling water | 26.3 °C |
Parameters stay tight—credit to the mold build and machine condition.
| Issue | Cause | Fix |
|---|---|---|
| Flow marks on clear part | Small gate, fill too fast | Enlarge gate; profile injection speed |
| Short in one cavity | Hot-runner imbalance | Retune temps and gates; weight spread ≤0.5% |
| Venting after long runs | Carbon in vents | Clean vents every ~100k shots |
| Interval | Work |
|---|---|
| Daily | Lube slides; check water; inspect parts |
| ~100k shots | Clean vents; check pins/slides/guides |
| ~1M shots | Inspect nozzles/springs/air pins/wear plates; flush circuits |
At 3M shots the tool was still strong; 5–6M is realistic with this plan.
| Item | Typical mold | H T Mould |
|---|---|---|
| Life | 1–2M shots | 5–6M shots |
| Yield | 95% | ≥98.5% |
| Maintenance | High | Lower (modular wear parts) |
| Cooling time | Baseline | ~15% shorter |
The mold has passed 2M+ shots at ~98.5% yield, ~14 s cycle, eight parts per shot—strong daily output.
Success came from upfront analysis, sound structure, right materials, and disciplined maintenance. Mold engineering is iterative—field data closes the loop.
For clear parts, prioritize:
- Runner/gate balance and shear control
- Even cooling
- Reliable, cleanable venting
- Ejection without whitening or witness marks
Life is not only design—it is operation and scheduled care. This maintenance pattern has worked well on similar programs.
Thanks for reading—happy to discuss with peers in tooling and molding.
H T Mould — Engineer Zhang