As the global ready-to-drink tea market expands—especially cup formats such as bubble tea—demand for high-quality, consistent, recyclable plastic cups has surged. Traditional cups often use silk screen or shrink sleeves, with drawbacks such as poor wear resistance, label peel-off, and limited recyclability.
In-mold labeling (IML) places a pre-printed label in the cavity with a robot; during injection it bonds with the melt so the label becomes part of the part. Benefits include:
This case is a H T Mould 90700 bubble tea cup (about 700 ml) in a 12-cavity IML mold for a 480T press. Nominal data:
| Item | Value |
|---|---|
| Product | 90700 bubble tea cup |
| Cavities | 12 |
| Cycle without label | 8 s |
| Cycle with IML | 10 s |
| Daily output (with IML) | Approx. 103,680 pcs/day |
| Mold size | 720×1100×625 mm |
| Press class | 480T |
| Barrel temperature | 310℃ |
| Cooling water temperature | 18–22℃ |
| Cooling water pressure | 0.5–0.6 MPa |
Without labels the cycle can reach 8 s; with IML it extends to 10 s. The 2 s gap is the main engineering trade-off analyzed below.
The 90700 cup is a thin-wall cylinder, typical wall 0.45–0.55 mm, height about 170–190 mm, rim about 90 mm. Key targets:
Mold size 720×1100×625 mm, weight about 3.8–4.2 t. Hot runner plus valve-gated cold sub-runner layout (as built). Twelve cavities in 2×6, pitch about 145 mm, width within 1100 mm.
Design highlights:
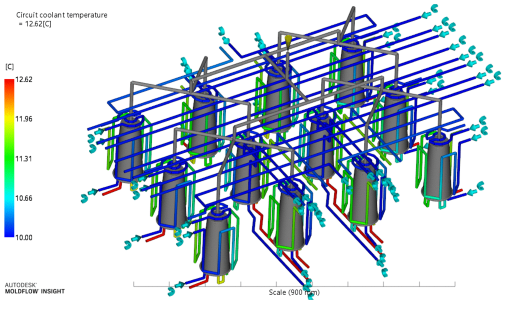
Overall mold flow layout for the 12-cavity tool
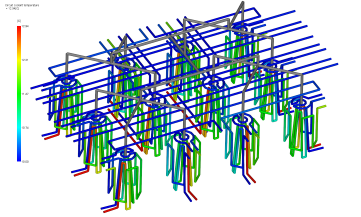
With a tight cycle (10 s including labeling), cooling is critical. Core: helical conformal channels; cavity: dual-level annular circuits.
Quick-connect ports, 0.5–0.6 MPa water, 18–22℃.
Moldflow check: at 10 s cycle, peak part temperature at ejection about 55–65℃, no sticking risk.
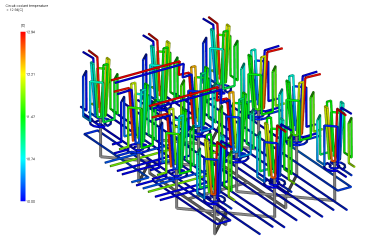
Core/cavity cooling circuit analysis
Helical conformal cooling effectiveness
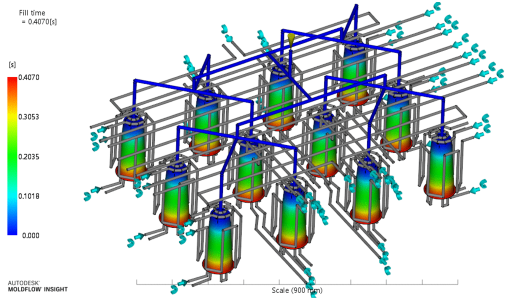
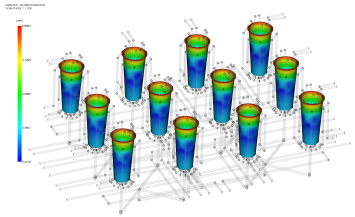
Fill analysis
12-cavity balanced fill simulation
| Phase | No label (s) | With IML (s) | Reason for difference |
|---|---|---|---|
| Mold close | 1.2 | 1.2 | Same |
| Inject + pack | 1.8 | 1.8 | Same |
| Cool (incl. part of pack) | 3.5 | 4.5 | +1.0 label thermal barrier |
| Mold open | 0.8 | 0.8 | Same |
| Eject + take-out | 0.7 | 0.7 | Same |
| Label placement | — | 1.0 | +1.0 robot pick, place, vacuum |
| Total | 8.0 | 10.0 | +2.0 |
Of the extra 2 s with IML, about 1 s is label placement and about 1 s is added cooling because the label insulates the melt from the steel.
Without a label, PP contacts steel directly (high conductivity), heat moves quickly to the channels, and the thin wall fills fast for packing and cooling.
IML film (often PP or PE, 40–80 μm) has thermal conductivity only about 0.2–0.3 W/m·K—an insulation layer between melt and mold. Cooling efficiency drops roughly 30–40%.
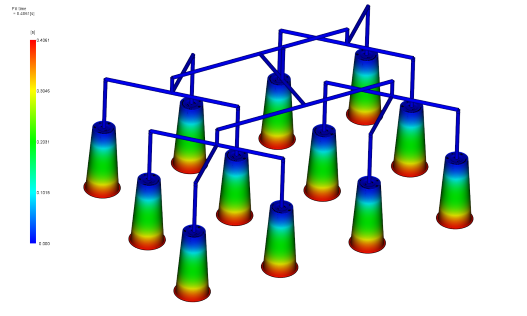
Cooling analysis

Part temperature field after in-mold labeling
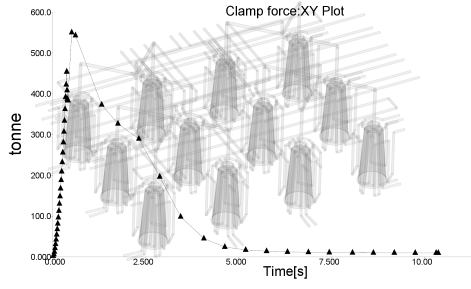
Projected area per cavity (incl. runner) about 95 cm²; 12 cavities about 1140 cm². At average cavity pressure 30–40 MPa for PP:
F = 1140 × 35 / 10 ≈ 399 t
480T is adequate with margin.
Mold width 1100 mm requires tie-bar spacing ≥ 1100 mm. This project used a domestic 480T with 1200×1000 mm spacing—verified in service.

Cavity layout and structural analysis
Labels: 50 μm PP film, 6-color gravure plus antistatic coating; three-axis servo robot, 12 independent vacuum cups, placement ±0.1 mm.
Warpage and dimensional analysis
| Cost item | Unit rate | Daily (USD) | Per piece (USD) |
|---|---|---|---|
| PP resin (15 g/pc) | 8.5/kg | 13,219 | 0.1276 |
| In-mold label | 0.08/pc | 8,294 | 0.0800 |
| Electricity (90 kW total) | 0.8/kWh | 1,728 | 0.0167 |
| Labor (2 people, 3 shifts) | 300/person/shift | 1,800 | 0.0174 |
| Mold depreciation (5 yr) | Mold $50,641.38 | 192 | 0.0019 |
| Maintenance/consumables | — | 500 | 0.0048 |
| Total | — | 25,733 | 0.2484 |
Selling price about 0.35–$0.0651/pc, gross margin about 29–45%, payback about 8–12 months.
The +2 s IML penalty splits into ~1 s for label handling and ~1 s for cooling through the label—an inherent cost of IML. The 1100 mm mold width needs a wide tie-bar machine. Melt 240–260℃ is often safer in production.
IML is a system: mold, robot, label feeder, and press must be commissioned together—not bolted on piecemeal.
Production video:

Click the image to open the YouTube video.
Postscript: Data anonymized from a real production case. We welcome discussion on cooling optimization, label static control, and quick mold change.