How the 12+12 cavity design helped the customer reach 115,000 pieces per day and significantly improve profitability
Author: Senior Sales Engineer, H T Mould
Keywords: thin-wall PP mold, valve-gated hot-runner nozzle, high-cavitation mold, bubble tea cup lid mold, high-speed injection molding, low maintenance cost
With the rapid growth of bubble tea, coffee, and other new beverage categories, small products such as cup lids and nozzle plugs are becoming key drivers of packaging-company profits. Low production efficiency, unstable yield, and frequent mold maintenance remain the three main pain points for many manufacturers.
This article shares a real case: a 90 mm rim multifunctional split lid mold with 12 lids + 12 nozzle plugs. It shows how we used a 12+12 cavity layout, valve-gated hot-runner technology, and thin-wall PP molding to help a mid-sized packaging company achieve daily output of 115,000 pieces, a total yield above 99%, an 18% reduction in unit cost, and full mold payback within one year.
The customer is a professional manufacturer of milk tea cup lids in East China, mainly supplying tea drinks to leading brands. Previously, they used an 8+8 cavity mold, which had obvious production bottlenecks:
The customer's demand is very clear: without increasing the number of machines, increase the daily output of a single machine, reduce the cost of a single piece, and at the same time ensure that the mold life is at least 3 million molds.


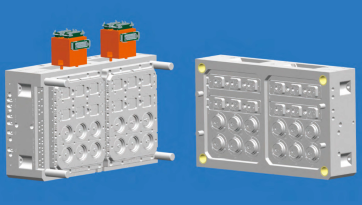
We recommend a 90-port multi-functional split lid mold. The core parameters are as follows:
| project | parameter |
|---|---|
| Number of cavities | 12 caps + 12 nozzle plugs (split type) |
| daily production capacity | About 115,000 pieces (24h) |
| cycle time | 9 seconds |
| Mold size | 630×1020×540 mm |
| Adaptable machine | 420T |
| Material | Thin wall PP |
| PP melting temperature | 310℃ |
| Cooling water temperature | 18–22℃ |
| cooling water pressure | 0.5–0.6 MPa |
| Hot nozzle type | Needle valve hot nozzle (12+12) |
| design life | 3 million cycles (up to 5-6 million cycles in normal use) |
1. 12+12 independent glue feeding, precise control of needle valve hot nozzle
Each lid and plug has an independent needle valve hot nozzle, which works with the hot runner balance design to ensure that the 24 cavities are filled uniformly at the same time, avoiding the problem of "some are full and some are missing". This is also the basis for a yield rate of over 99%.
2. 9-second cycle, thin-walled PP special cooling system
The key to thin-walled PP molding is cooling. We have designed multi-layer conformal cooling water channels in the fixed mold and movable mold respectively. The water temperature is controlled at 18-22℃ and the pressure is 0.5-0.6MPa to ensure that the product is finalized as soon as it comes out of the mold without deformation or shrinkage.
3. Adapted to 420T machine to exert the best clamping force
Many customers will worry about whether 12+12 cavities require larger tonnage. In fact, although the injection pressure of thin-walled PP is high, the clamping force requirements are not extreme. 420T is exactly the balance point between efficiency and energy consumption, and the measured power consumption of a single unit dropped by 12%.


Since its delivery in 2022, this set of molds has been running stably for more than 2.8 million cycles, which is close to its design life. Together with our customers, we recorded key maintenance nodes and operational performance:
| maintenance items | cycle | actual performance |
|---|---|---|
| Add lubricating oil daily | Once per shift | The slider and ejector pin are not stuck |
| Check and clean the exhaust slot | Every 100,000 cycles | Almost no carbon deposits, cleaning time <30 minutes |
| Check the hot nozzle, spring, gas ejector pin, and wear block | Every 1 million cycles | Replacement of 2 hot nozzle cores for the first time in the 2.1 millionth mold cycle |
| Overall mold maintenance | Every 500,000 cycles | In good condition, no abnormal wear |
Actual life expectancy:According to the current wear rate, this set of molds can achieve 5-6 million cycles, far exceeding the customer's expected 3 million cycles.
Yield record:
In a continuous week of full production testing (24h/day, 9-second cycle), the average yield rate was 99.3%, with the highest single-day rate reaching 99.7%. The main sources of waste are the adjustment parts half an hour before starting the machine and the occasional plug flash.


This is the biggest concern of customers. Let’s take 300 production days a year and a net profit of $0.0043 per piece (deducting materials, electricity costs, labor, and maintenance) as an example:
| index | Old mold (8+8) | H T Mould 12+12 mold |
|---|---|---|
| Daily production capacity (pieces) | 70,000 | 115,000 |
| Annual production capacity (10,000 pieces) | 2,100 | 3,450 |
| Yield | 93% | 99% |
| Annual effective output (10,000 pieces) | 1,953 | 3,415 |
| Net profit per unit (USD) | 0.025 | 0.03 |
| Annual net profit ($1,446.9) | 48.8 | 102.5 |
| Annual net profit increase | $77,698.35 | |
| Mold investment payback period | About 4–6 months | |
| project | old mold | H T Mould |
|---|---|---|
| Average annual maintenance cost ($1,446.9) | 4.2 | 1.8 |
| Average annual downtime loss ($1,446.9) | 3.5 | 0.8 |
| Hot nozzle replacement frequency | Every 500,000 cycles | More than 2 million cycles |
Conclusion: H T Mould mold not only produces more, but also repairs less and stops less.



1. Balanced glue feeding is the soul of high-speed production
Needle valve hot nozzle + 12+12 independent controls, not simply increasing the number of chambers, but ensuring that each chamber "drinks the same milk".
2. Thin-walled PP mold ≠ Ordinary mold
The cooling design, exhaust layout, and steel selection (we use the H13+S136 combination) must be tailored for thin-walled high speeds.
3. Predictable maintenance cycles = calculable profits
What customers fear most is not that the mold will break, but "not knowing when it will break." We clearly provide maintenance nodes for every 100,000 and 1 million modules, allowing customers to worry-free in production scheduling.



This set of 90-port multi-functional split lid mold is particularly suitable for:
If you are currently using an 8+8 or 6+6 cavity mold, switching to a 12+12 cavity mold is equivalent to using the space and labor of one machine to obtain an output close to two machines.
The more expensive the mold, the better, nor the more cavities, the better. It is about using the right machine and using the right design to achieve the highest effective output.
This set of 90-port 12+12 split lid molds is a typical representative of our H T Mould in the field of thin-wall packaging molds. It's not showy or complex, but every detail - from hot nozzle to cooling, from exhaust to wear resistance - is for one goal: to help customers make more money.
If you are also looking for a set of cup lid or spout plug molds with high output, low maintenance and quick return on costs, please contact H T Mould. We can customize different cavity number plans from 8+8 to 16+16 based on your machine, materials, and order volume.
H T Mould - Let every injection molding become the starting point of profit.