As beverage packaging continues to evolve, multifunctional tethered lids are becoming increasingly popular. "Multifunctional" means the lid integrates features such as a flip top, sipping nozzle, vent hole, anti-backflow valve, and hanging tabs, allowing one cup and one lid to deliver a better user experience without extra accessories. But that functional integration also creates major challenges for mold design and injection molding: extremely thin walls, complex geometry, high dimensional-accuracy requirements, and the need to preserve stability and cost advantages in mass production.
This article uses a 90 mm rim multifunctional tethered lid mold as an example to explain how a 12-cavity valve-gated hot-runner solution can achieve 115,000 pieces per day on a 9-second cycle. It also reviews the key technologies behind valve-gate timing, thin-wall filling, cooling design, and the integrated molding of multifunctional features.
This 90 mm rim multifunctional tethered lid is typically used on premium fruit tea, bubble tea, and takeaway coffee cups. Compared with a standard tethered lid, it adds the following functional modules:
These new structures result in extremely uneven wall thickness distribution: the anti-backflow valve area is only 0.6mm thick, the hanging ears are 1.2mm, and the nozzle root is 2.0mm thick. Thin walls (0.6mm) and thick walls (2.0mm) coexist, which places extremely high requirements on filling balance, shrinkage control and cooling efficiency.
Customer goal: 24-hour continuous production, with a daily output of approximately 115,000 pieces. Using a 12-cavity mold with a cycle time of 9 seconds, it is suitable for 420T injection molding machines.
| Parameter | Value |
|---|---|
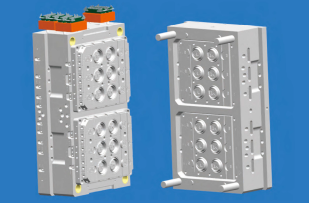
| Mold name | 90-port multi-functional connecting cover mold |
| Number of molding cavities | 12 cavities (2×6 arrangement) |
| Mold size | 620×1025×540 mm |
| Adaptable machine | 420 tons clamping force |
| Product material | PP (melting temperature 310℃) |
| Molding cycle | 9.0 seconds |
| Daily output | About 115,000 |
Compared with the 16-cavity arch cover or wired cover mold, the 12-cavity layout is slightly "conservative". The reason is that the multi-functional cover has a complex structure and 12 cavities can leave more space for the arrangement of sliders, inclined roofs and independent cooling circuits, while reducing the risk of unbalanced filling. Between complex structure and high cavity count, 12 cavities is the optimal balance point verified by mold flow analysis.
| question | cold runner | Open hot runner | Needle valve hot runner |
|---|---|---|---|
| Difficulty filling thin-walled areas | Large pressure loss, easy short shot | The gate is easy to draw, which affects the thin wall | The needle valve precisely controls the opening time and gives priority to filling thin walls |
| Sink marks in thick wall area | Unable to individually control holding pressure | No valve needle, poor pressure Maintenanceing effect | Delayed closing of valve needle in thick wall area and extended pressure holding |
| Gate marks | Requires post-processing, easy to damage functional structures | Drawing residue affects sealing | Smooth and traceless, no post-processing required |
| Waste of raw materials | Material head rate 15-20% | 3-5% | 0% |
The core advantage of the needle valve hot nozzle is that each gate can independently control the opening time and closing time to achieve "sequential injection molding", thereby accurately managing the filling and pressure holding of different wall thickness areas.
| valve group | Corresponding area | Turn on time | closing time | Purpose |
|---|---|---|---|---|
| Group 1 (4 pieces) | Thin-walled area (around the anti-backflow valve and ventilation hole) | 0.00 seconds (injection starts) | 0.5 seconds before the end of injection | Prioritize filling to prevent short shots |
| Group 2 (4 pieces) | Medium wall thickness area (cover body, hanging ears) | 0.3 seconds after injection starts | End of pressure holding phase | balanced filling |
| Group 3 (4 pieces) | Thick wall area (root of nozzle, reinforcement ribs) | 0.6 seconds after injection starts | 0.3 seconds before the end of holding pressure | Delayed shutdown, full replenishment |
Key parameters: total injection time 1.5 seconds; total pressure holding time 2.0 seconds (pressure holding in two stages); valve needle closing is driven by air pressure (0.7Mpa), response time ≤20ms.
Through this sequential injection molding, the thin-walled area is quickly filled with low viscosity, and the thick-walled area obtains sufficient holding pressure in the later stage of filling, and the sink mark rate is reduced from 4.2% of the initial trial mold to less than 0.5%.
| challenge | technical measures |
|---|---|
| Early coagulation | The barrel temperature is increased to 310℃, and the mold temperature is increased to 45℃ (the thin-walled area is locally heated to 55℃) |
| High voltage requirements | The injection speed is increased to 120mm/s, the upper limit of the injection pressure is set to 180MPa, and a high-pressure accumulator is configured |
| Weld marks | Adjust the needle valve opening sequence and add an exhaust slot |
| cooling zone | Corresponding area | waterway type | water temperature | flow |
|---|---|---|---|---|
| Zone 1 | Thin-walled area (anti-backflow valve, ventilation hole) | Micro conformal waterway (φ4mm) | 22℃ | 8L/min |
| Zone 2 | Cover main area | Annular waterway (φ10mm) | 20℃ | 15L/min |
| Zone 3 | Thick wall area (root of nozzle) | Spiral waterway + well | 18℃ | 20L/min |
| Zone 4 | Hanging ears and stiffeners | Straight waterway (φ8mm) | 20℃ | 12L/min |
This mold realizes the integrated molding of 6 functional units including anti-backflow valve, ventilation holes, hanging lugs, and hinges. Each structure adopts a special molding process to ensure reliable functions and a long service life.
| parameter | set value | illustrate |
|---|---|---|
| Barrel temperature (rear/middle/front/nozzle) | 260/290/310/310℃ | Thin walls require high temperature |
| Mold temperature (moving mold/fixed mold) | 35/45℃ | Fixed mold thin wall area 55℃ |
| Injection pressure (peak) | 165 MPa | Thin wall filling requirements |
| injection speed | 120 mm/s | graded injection |
| Holding pressure/time | 80MPa→50MPa/2.0 seconds | Two stages of pressure holding |
| Cooling time | 5.0 seconds | Total period 9.0 seconds |
| question | reason | solution |
|---|---|---|
| Anti-backflow valve diaphragm mold sticking | Vacuum adsorption, diaphragm is too thin | Add air-assisted ejection and chamfer the root |
| Ventilation holes blocked | Carbon deposition in core and degradation of raw materials | Regular ultrasonic cleaning and adding release agent |
| 12 cavity weight is inconsistent | Hot runner temperature difference and valve needle out of sync | Independent temperature control, calibrated valve needle stroke |
The 12-cavity needle valve hot nozzle solution for the 90-port multi-functional in-line cover mold achieved a daily production of 115,000 pieces in a 9-second cycle, successfully overcoming the molding problem of coexisting thin-walled (0.6mm) and thick-walled (2.0mm) structures. The core technological innovation points can be summarized as:
| project | parameter |
|---|---|
| Number of cavities | 12 |
| cycle | 9.0 seconds |
| Daily output | 115,000 pieces |
| Single piece net weight | About 14.0g |
| Minimum wall thickness | 0.6mm (anti-backflow valve) |
| Maximum wall thickness | 2.0mm (root of nozzle) |
| injection speed | 120mm/s |
| Injection pressure | 165MPa |
| cooling zone | District 4 is independent |
| Adaptable machine | 420T |
Note: The above parameters are based on actual measured data of copolymer PP material and 420T servo injection molding machine. Please fine-tune the actual production according to the batch of raw materials and environmental conditions.