I have worked in mold sales for more than ten years, and I have seen many customers focus only on purchase price while missing the bigger question: how much profit can the mold generate once it is running. This case study covers a real 8-cavity food container base mold project that delivered the practical result customers care about most: stable production, high efficiency, and low operating cost. From the customer's initial hesitation to repeat orders later on, one lesson became especially clear: a well-designed mold is not an expense, but a production asset.
This product is a thin-wall PP (polypropylene) food container base. Thin-wall molding is demanding by nature: thin sections, long flow length, and fast filling all place high demands on the mold's cooling system, venting design, and hot-runner stability. The customer's target was straightforward: the mold had to support around-the-clock production, deliver a high yield, require limited maintenance, and run for the long term.
We recommended an 8-cavity layout. Many suppliers would have stopped at 4 or 6 cavities because those options feel safer, but after evaluating the customer's press size, projected part area, and the flow behavior of thin-wall PP, we were confident in an 8-cavity solution. The reason is simple: every cavity is a profit center. Compared with a 6-cavity tool, output per cycle rises by roughly 33% while cycle time remains nearly unchanged.
The mold was designed for 3 million shots. Based on H T Mould's tracking data from similar thin-wall PP molds, however, 5 to 6 million shots is entirely achievable with routine maintenance. That is not marketing language; it is based on actual production experience.
 Click the image to watch the video
Click the image to watch the video
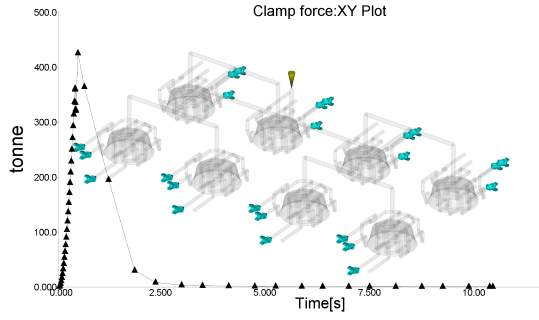
Let’s first look at a set of actual production data (from customer on-site monitoring):
| Parameter | Value |
|---|---|
| Injection stroke position | 96.9 mm |
| Peak clamping force | 152.4 bar |
| Mold opening time | 1.79~1.80 s |
| Mold closing time | 1.56 s |
| Plasticizing time | 2.16~2.21 s |
| Total cycle | 7.37 s |
That's right,7.37 seconds per cycle. One out of eight, 8 products are produced in 7.37 seconds. Let’s do the math:
That is the production capacity of one mold on one press. At the customer's plant, several machines run this program in parallel, creating a strong scale effect.
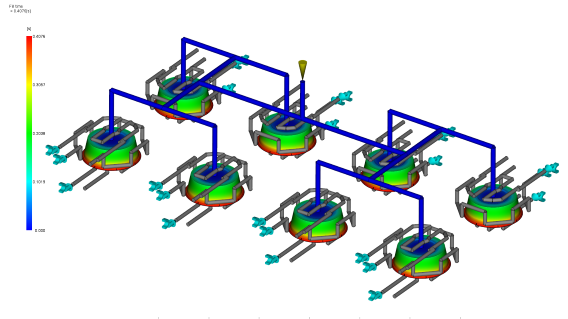
Moldflow analysis showed a fill time of 0.4076 seconds, closely matching the production data. The predicted flow balance was confirmed on the shop floor: injection position, hold position, and residual melt data remained highly consistent from cavity to cavity. That level of 8-cavity balance is what makes high-efficiency production possible.
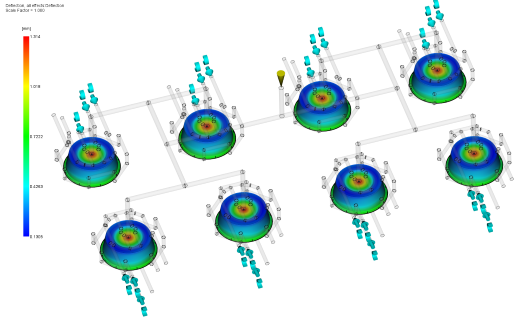
The cooling system was just as important. Moldflow showed a cooling-water temperature around 26.66°C, while real hot-runner control stayed stable at 299-305°C. Thin-wall PP production is especially sensitive to uneven cooling and warpage, so the mold was designed to deliver a stable, fully formed part directly out of the tool with no secondary reshaping.



Many customers ask: "How much more expensive are your molds than those of so-and-so?" My answer is always:Please calculate the mold cost per million molds.
The design life of this set of molds is 3 million molds (actually up to 5 million+). What is the mold cost allocated to each product?
Assume total mold investment is USD X. Based on a 3 million-cycle design life, eight cavities, and total output of 24 million parts, the amortized tooling cost is:
Mold cost per product = X ÷ 24,000,000
If one mold costs 30% more up front but runs 3 to 4 times longer than a cheaper alternative, then its cost per million shots is actually lower. This is a core H T Mould principle: it is far more economical to build the mold correctly once than to keep repairing a weaker tool or retire it early.
1. Low energy consumption
A cycle of 7.37 seconds means that the injection molding machine is operating in a high efficiency range. Thin-wall molding requires high speed and high pressure, but the shorter the cycle, the lower the energy consumption per unit product. According to actual testing by customers, four molds are produced compared to one of similar products.unit energy consumption drops by about 25%.
2. Maintenance costs are controllable
Our maintenance approach is pragmatic:
- daily: Add lubricating oil (5 minutes of operation, a general worker can do it)
- Every 100,000 cycles: Check the exhaust slot and clean it (to prevent trapped air from burning, about 30 minutes)
- Every 1 million cycles: Check the hot nozzles, springs, gas ejector pins, wear-resistant blocks and other wearing parts, and replace them as appropriate
This maintenance schedule is very manageable for a thin-wall mold. Why? Because the design leaves proper wear allowance, and the key components use imported steel plus surface treatment. Customer feedback showed that at 2 million shots, the hot nozzles still had not been replaced; only cleaning and sealing-ring replacement had been required.
3. Yield rate above 99%
This is the customer's actual production data. From the record table, the clamping force is stable at 152.1~152.4 bar, the cycle time fluctuates only ±0.01 seconds, and the parameters of each cavity are consistent. A low defective rate means:
- Less scrap costs (PP material is not cheap)
- Reduce manual sorting costs
- Less risk of customer complaints and returns
4. Automated adaptation
The mold is designed with an air ejector pin and a wear-resistant block, which can be automatically removed with a robot. The customer is equipped with a robot on site, and the product is taken out within 1.79 seconds after the mold is opened, without manual intervention. Labor costs? Almost zero, one technician looks at three machines.
Let’s make a conservative financial calculation (based on actual customer data):
| Item | Value | Notes |
|---|---|---|
| Parts per cycle | 8 | 8-cavity mold |
| Cycle time | 7.37 seconds | Measured production data |
| Output per hour | 3,904 | 3600÷7.37×8 |
| Daily output (22h) | 85,888 | Reserve 2 hours for mold change/maintenance |
| Monthly output (26d) | 2,233,088 | |
| Annual output (11 months) | 24,564,000 | Allow 1 month for overhaul/holiday |
| Selling price per unit (example) | $0.0217 | The market price of the thin-walled packaging box bottom shell is about 0.1-$0.0289 |
| Annual sales revenue | About $532,458 | |
| Material cost (about 60%) | $319,764.17 | |
| Electricity fee + labor + maintenance (about 15%) | $79,579.32 | |
| Annual gross profit | About $133,114.5 | Does not include mold amortization |
Assuming a one-time mold investment of USD 300,000, the tool pays for itself within the first year. Estimated net profit is about USD 720,000 in year one, and about USD 920,000 per year from year two onward.
If the customer reaches 5 million shots, this mold can operate for nearly two years at the planned production rate. Total output would approach 40 million parts, with gross profit exceeding USD 6 million. One mold, two years, more than USD 6 million in gross profit.
This customer was hesitant at first. They had previously used a set of four-in-one molds with a cycle time of more than 9 seconds and a yield rate of about 92%. Someone had to watch and trim the burrs in every shift. After changing our mold, the data in the first month surprised them:
The client’s boss said something to me that I still remember: “If I had known this, I shouldn't have compared prices in the first place and should have approached you directly.”
Later, they added 3 sets of the same mold in succession. Now four sets of molds are running at the same time, producing more than 340,000 products a day, which are supplied to three food packaging factories, and demand exceeds supply.
I have been doing mold sales for so many years, and I have seen too many people spend their energy on "haggling". But in fact, the mold price accounts for a small proportion of the entire project life cycle. What really affects your money are these things:
H T Mould's 8-cavity thin-wall PP mold is not the cheapest option, but it is designed to be the most profitable one. Three million shots is a conservative target, while 5 to 6 million shots is realistic under normal maintenance. We can provide technical proposals, moldflow reports, and real operating data from customer sites. You are welcome to visit our plant or review production records for yourself.
A good mold does not just cost money; it earns money.
H T Mould Sales Engineer