In high-end bubble tea cups, yogurt cups, and ice cream cups, in-mold labeling (IML) has become a mainstream process for improving product appearance, brand recognition, surface quality, and recycling convenience. At the same time, IML molds place much higher demands on hot-runner control, label positioning, venting, and cycle stability than ordinary molds.
In April 2024, H T Mould displayed an 8-cavity 700 ml IML bubble tea cup mold at CHINAPLAS in Shanghai. The mold ran on a 400T injection molding machine with a stable 7.6-second cycle and an average daily output of about 90,000 pieces, attracting strong interest from packaging companies in China and overseas. This article reviews the project from both the technical and investment-return perspectives.
This mold is specially designed for 700ml large-capacity in-mold labeling milk tea cups. The end customers are tea drink chain brands in Southeast Asia and the Middle East. Core requirements:
The core parameters of the 90700U 8CAV IML mold finally delivered by H T Mould are as follows:
| project | parameter |
|---|---|
| Number of cavities | 8 cavities |
| Molding cycle | 7.6 seconds |
| Mold size | 650×980×560 mm |
| Adaptable machine | 400T~420T |
| PP melt temperature | 310℃ |
| Cooling water temperature | 16~20℃ |
| cooling water pressure | 0.5~0.6 MPa |
| Guaranteed life span | 3 million cycles |
| Actual lifespan (normal maintenance) | 5 to 6 million cycles |
Compared with ordinary milk tea cup molds, IML molds face higher requirements in the following four dimensions:
Difficulty: The 700ml cup body is relatively high, and the label needs to completely fit the inner curved surface of the cavity. A slight deviation will result in scrap.
Solution:
Difficulty: The thermal conductivity of the label area is different from that of steel. The melt front is likely to contact the label first, resulting in cold material or flow marks.
Solution:
Difficulty: The area covered by the label cannot be exhausted through the traditional parting surface, and it is easy to trap air and cause local whitening or bubbles on the label.
Solution:

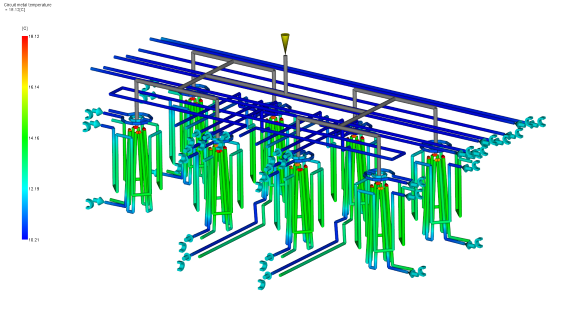
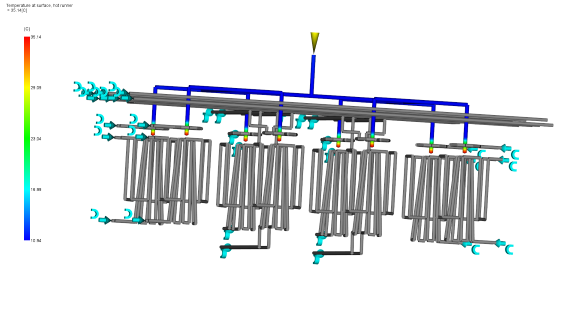
Difficulty: The heat in the label area (usually the middle part of the cup body) cannot be quickly conducted through the label, and local overheating results in a prolonged cycle.
Solution:
The initial investment of IML molds is about 30~40% higher than that of ordinary molds, but the overall single-piece cost is actually lower. The following comparison is based on a daily production capacity of 90,000 pieces and an annual production of 300 days:
| Comparative item | Ordinary mold + post-labeling | H T Mould IML Mold |
|---|---|---|
| Molding cycle | 6 seconds (without labeling) | 7.6 seconds (including labeling) |
| Post-labeling process | Required (manual or automatic labeling machine) | No need |
| Labeling equipment investment | About 150,000 to $36,172.42 | 0 |
| Labeling labor (per shift) | 2 people | 0 |
| Label loss rate | 3~5% (post-labeling) | ≤0.8% (in-mold positioning) |
| Comprehensive cost per piece (including mold amortization) | benchmark | Reduced by 18~22% |
| Product quality sense | ordinary | The label is integrated with the cup body, without bubbles or edge warping. |
in conclusion:
Although the single cycle time of the IML mold is 1.6 seconds longer, the equipment, labor and label loss costs of the independent labeling process are eliminated, and the overall cost of the single piece is actually lower. At the same time, the appearance consistency of in-mold labeled products is much higher than that of post-labeling, which contributes to brand premium.
In April 2024, the mold was exhibited at CHINAPLAS 2024 in the form of a fully automatic IML production line, equipped with a 420T injection molding machine and an IML robot (automatic pick-up, placement, and pick-up). It ran continuously for 3 days, 8 hours a day, and produced a total of about 28,000 700ml in-mold labeled milk tea cups, with zero label blockage, zero label offset, and zero bubble waste.

The event attracted representatives from packaging companies from Thailand, Vietnam, India, Türkiye and Brazil. Several technical points that customers are most concerned about:
During the exhibition, a total of 7 customers signed technical confidentiality agreements and requested 3D drawings for factory adaptation evaluation.

IML molds have slightly higher maintenance requirements than ordinary molds. In order to achieve an actual life of 5 to 6 million mold cycles, it is recommended:
daily:
weekly:
Every 500,000 cycles:
Every 2 million cycles:
⚠️ Special reminder: IML molds are strictly prohibited from using modified PP containing glass fiber or high filling content, otherwise it will accelerate cavity wear in the label area.
H T Mould's 8-cavity 700ml in-mold labeling milk tea cup mold achieves production efficiency close to that of ordinary molds in a cycle of 7.6 seconds. At the same time, through the three core technologies of sequence valve hot runner, electrostatic adsorption positioning and conformal cooling, it solves the common problems of the IML process in deep-cavity products.
For milk tea cup manufacturers with an average daily demand of 80,000 to 120,000 pieces and who hope to improve product quality, this is a technical route with lower overall costs and stronger product competitiveness. The mold solution is now standardized, can quickly adapt to 500ml, 700ml, 900ml and 1000ml cup shapes, and supports high customization of labels.
(H T Mould - packaging mold solutions focusing on high cavity, long life, IML and fast delivery. If you need IML technical consultation or production capacity calculation, please contact us.)