In FMCG packaging, throughput, mold life, and piece cost decide success. In October 2024, H T Mould demonstrated an 8-cavity hot-runner mold for 650 ml bubble tea cups at the Jakarta international plastics show. The tool runs a 6 s cycle without labeling on 400T-class machines and has exceeded 5 million shots in the field. This article reviews the technical and economic rationale.

The mold targets Southeast Asia's growing milk-tea takeaway market. Requirements:
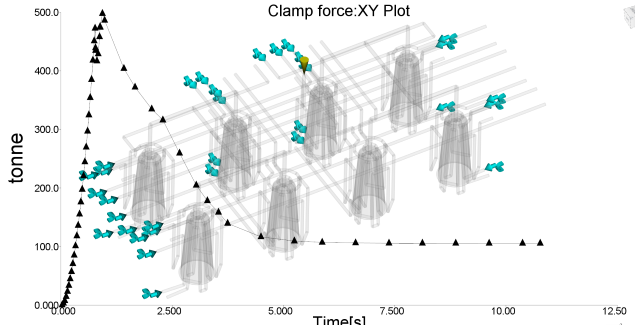
Delivered 8-cavity high-cavity cup mold—key data:
| Item | Value |
|---|---|
| Cavities | 8 |
| Cycle | 6 s |
| Mold size | 650×980×560 mm |
| Press class | 400T–420T |
| PP melt temperature | 310℃ |
| Cooling water temperature | 16–20℃ |
| Cooling water pressure | 0.5–0.6 MPa |
| Warranted life | 3 million shots |
| Typical life (Maintenanceed) | 5–6 million shots |
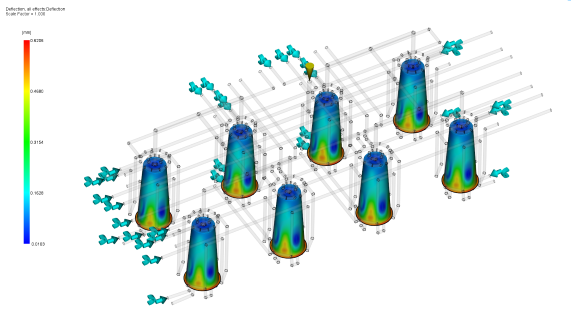
Without labeling, the 650 ml cup is a medium-depth thin-wall part. Cooling and mold motion set the limit.
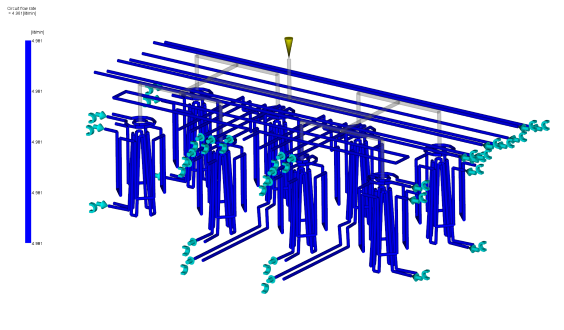
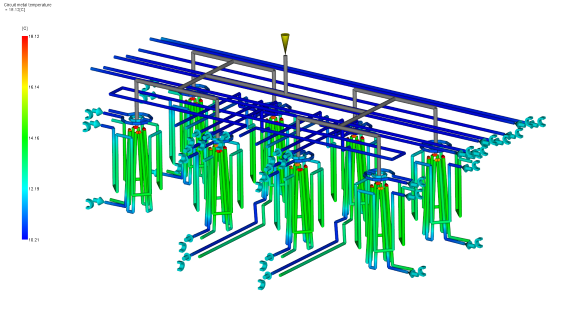
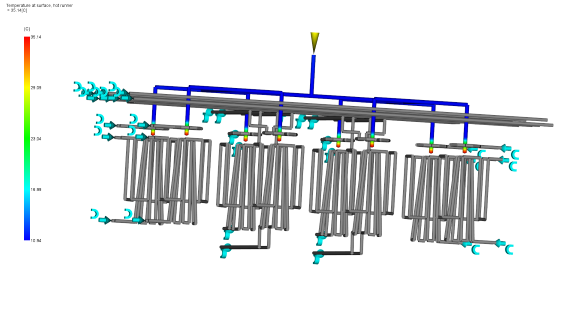
Conformal cooling: 3D channels follow the cup wall for even heat removal. Measured ejection temperature ≤45℃—no secondary cooling rack.
High-pressure water: At 0.5–0.6 MPa and 16–20℃, flow is ~30% higher, improving heat transfer.
Fast ejection with air assist: Avoids vacuum hold-up; ejection within ~0.6 s.
Steel: imported S136, HRC 52–54, with cryogenic treatment to reduce retained austenite.
Sliding parts: ejector pins, slides, guide pillars in wear-resistant alloy + DLC—~60% lower friction.
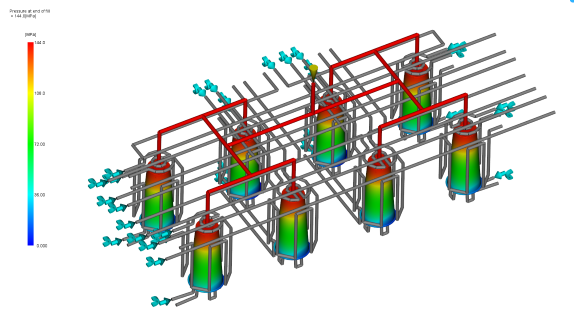
Hot runner: multi-point valve gates, temperature within ±1℃, avoiding cold slugs and local overload.

Plant water often runs warm (16–20℃ is already “cold” water; some sites see ~28℃). Larger channel diameter and parallel circuits keep mold surface 32–36℃ so crystallization time does not stretch.
Target 90,000 pcs/day (24 h):
| Comparison | 4 cavities | 8 cavities |
|---|---|---|
| Cycle | 5.5 s | 6 s |
| Theoretical daily output | ~62,000 | ~115,000 |
| Actual daily (85% utilization) | ~53,000 | ~98,000 |
| Presses needed | 2 | 1 |
| Equipment investment | 2× 400T | 1× 400T |
| Mold investment | 2 tools | 1 tool |
| Labor (1 per press) | 2/shift | 1/shift |
| Energy per part | baseline +35% | baseline |
| Mold amortization (5M shots) | $0.0013/pc per M shots | $0.0007/pc per M shots |
Conclusion:
Although the 8-cavity cycle is 0.5 s longer than 4-cavity, output per machine rises ~85% and all-in piece cost drops ~28–32%. For demand above ~80k/day, 8 cavities is the economic sweet spot.

October 2024: the mold ran live on a local 420T press for 4 days, 10 h/day, ~190k cups, zero downtime. Sampled wall thickness spread ≤0.03 mm, rim roundness ≤0.15 mm—suitable for stacking height and lid-seal tape.
Several Indonesian, Philippine, and Malaysian packagers signed LOIs for three identical molds on site.
To reach 5–6 million shots:
Note: If regrind exceeds ~30% or color masterbatch changes often, expect life closer to 2.5–3M shots.
This 8-cavity 650 ml tool shows that with conformal cooling, hot-runner control, and wear-resistant design, 6 s cycles and 5M+ shot life are achievable on standard presses in tropical cooling conditions.
For Southeast Asian factories needing 80–120k cups/day, it is a low-capital, fast-payback path. Cooling layout, ejection, and steel choices are now standardized for quick adaptation to 500 ml, 700 ml, and 900 ml cups.
(H T Mould—high-cavity, long-life, fast-delivery packaging molds. Contact us for technical review or capacity modeling.)