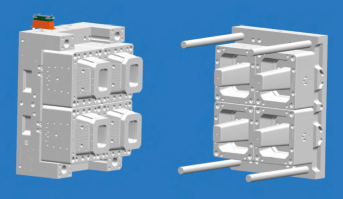
Case Study: 4-Cavity Refrigerated Sealed Container Mold
How we helped the customer reach nearly 10,000 pieces per day while reducing unit cost by about 30%
By Zhang, Senior Sales Engineer at H T Mould
Product type: 4-cavity thin-wall PP refrigerated sealed container mold
Applications: food packaging, especially refrigerated sealed containers
Customer region: mid-sized plastics manufacturer in East China
1. Customer Pain Points: Low Output, High Unit Cost, and Frequent Mold Repair
Last year I met a food-packaging customer supplying fresh-food e-commerce channels and supermarket chains. Their biggest complaints were straightforward:
- Capacity: the existing 2-cavity mold ran at about a 45-second cycle and produced only around 3,800 pieces per day, far below growing order demand.
- Unit cost: too few cavities and too long a cycle made electricity, labor, and equipment occupancy expensive on a per-piece basis.
- Mold reliability: major maintenance was needed every 200,000-300,000 cycles, vent grooves clogged often, and hot-runner leakage affected delivery schedules.
The customer said very clearly: "We don't want the cheapest mold. We want a mold that really makes money."
So I recommended one of H T Mould's mature thin-wall PP food-packaging solutions: a 4-cavity refrigerated sealed container mold running on a 400T press with a 35-second cycle.
2. Solution Core: A Mold Built for Mass Production
This is not cavity stacking only—it is optimized from mold flow and field tuning to be a production asset.
1. Process data (actual production)
| Item |
Value |
Item |
Value |
| Cavities |
4 CAV |
Cycle |
35 s |
| Mold size |
700×940×734 mm |
Press |
400 T |
| PP melt |
310 °C |
Cooling water |
18–22 °C |
| Water pressure |
0.5–0.6 MPa |
Production yield |
≥99% |
2. Why this package works
- 4 balanced cavities—fill balance from analysis, minimal pressure loss, no “one full, one short.”
- 35 s cycle—aggressive for thin-wall PP sealed boxes; typical tools need 42–45 s. We gained time via cooling and ejection design.
- 400T—fits many mid-size shops without new large presses.
3. Thin-wall PP–specific design
- Gating: hot runner + valve gate—less cold runner scrap, ~8% material saved per shot.
- Venting: denser vent lands; clean every ~100k shots without chronic blockage.
- Cooling: conformal circuits—stable mold temperature; warpage within ~0.15 mm.
3. Field data: ~9,874 pcs/day, yield over 99%
Three months of customer production logs:
- Daily output: ~9,874 pcs/24 h (3600 s / 35 s × 4 cavities × 24 h)
- Yield: over 99%; steady defect rate under 0.8%
Customer quote: “This mold almost runs night shift unattended—we only need one patrol. Very easy.”
4. Where costs drop
We model full life-cycle cost—not just mold price.
- Power: ~320 kWh saved per 10k pcs—$37.04 per 10k at typical tariff
- Labor: six headcount-equivalents saved—$5,208.83/month
- Maintenance: ~$5,787.59 saved per million shots
- Material: ~18 kg/day resin saved—$625.06/month
5. Profit example
| Item |
Old |
H T Mould |
| Daily output (pcs) |
~3,800 |
~9,800 |
| Total cost/pc (USD) |
0.91 |
0.74 |
| Selling price/pc (USD) |
1.20 |
1.20 |
| Profit/pc (USD) |
0.29 |
0.46 |
| Daily profit |
$159.45 |
$652.26 |
+$491.94/day; ~$14,758.35/month
Mold investment $40,513.11—full payback in under 3 months

6. 3M shots is the floor; 5–6M is typical
We warrant 3 million shots of normal use. This customer is past 4.1M and still stable.
At 5M shots amortized, mold cost per part is only $0.0032.
7. Customer voice
“I used to think molds were just tools—you fix them when they break. With H T Mould I see a cash machine: fast, few failures, cheap to Maintenance. We moved two more products to them.”
— Plant manager, customer
8. Who fits this mold?
If two or more apply, this tool is a strong match:
- Daily need 8,000–12,000 pcs
- Current cycle over 42 s
- Want one 400T to replace two slower lines
- High yield requirement (e-commerce / retail returns are costly)
- You value mold life and serviceability
Closing
As sales at H T Mould, I don’t push the most expensive tool—I push the highest earnings per machine-hour.
Faster cycle × more cavities × fewer breakdowns = lower piece cost = higher margin
Contact us for complimentary mold-flow review and ROI modeling.
H T Mould—production solutions that pay back, not just steel.










