In today's beverage market, the one-piece lid with an integrated sipping nozzle, also called a tethered lid, has gradually become a standard choice for mid-to-high-end bubble tea cups and fruit tea cups because it combines easy drinking, good sealing, and no need for a separate straw. Compared with an ordinary domed lid, however, the structure is much more complex. It includes the lid body, flip top, sipping nozzle, and connecting ribs, all of which place higher demands on mold design and injection molding. And because it is still a high-volume disposable item, cost control remains the key competitive factor.
This article uses a 90 mm rim tethered lid mold as an example to show how a 16-cavity valve-gated hot-runner solution can achieve an ultra-short 6.5-second cycle and daily output of 212,000 pieces. It also breaks down the cost-control logic from the perspectives of raw materials, energy use, mold investment, maintenance, and automation.
These 90 mm rim tethered lids are typically used on large bubble tea cups or fruit buckets. The product requirements are:
The lid body + flip lid + suction nozzle are integrated, and the flip lid can be opened and closed multiple times;
The connecting ribs (hinges) have good flexibility and will not break after repeated bending;
The nozzle and cover have good sealing and no leakage when placed upside down;
No labeling, usually translucent or white PP;
Price is sensitive, the ex-factory price of a single piece is about 0.15-$0.0289, and the profit margin is limited.
Customer goal: 24-hour continuous production, with a daily output of approximately 212,000 pieces. Calculated based on a 16-cavity mold, the required cycle is 6.5 seconds. Calculated: 3600 seconds/6.5 seconds ≈ 554 modules/hour, 554×16=8864 pieces/hour, ×24=212,736 pieces/day, which is consistent with the figure of 212,000 PCS. Therefore, the target period is locked for 6.5 seconds, which is shorter than the ordinary dome (7 seconds) and the challenge is greater.
| Item | parameter |
|---|---|
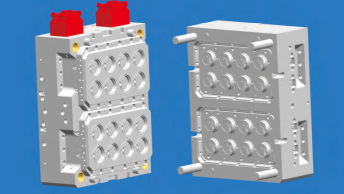
| Mold name | 90-port connected cover mold (one-piece cover with suction nozzle) |
| Number of molding cavities | 16 cavities (4×4 arrangement) |
| Mold size | 630×820×550 mm |
| Suitable for injection molding machines | 420 tons clamping force |
| Product material | PP (melting temperature 310℃) |
| Molding cycle | 6.5 seconds |
| Daily output | About 212,000 |
The mold size is slightly smaller than the dome mold (650×850×530), but the structure is more complex because the flip cover, suction nozzle and hinge need to be formed. The 16-cavity layout is compact and makes full use of the template space of the 420T machine.
Due to the existence of a flip cover and a suction nozzle, the wall thickness of the connected cover is unevenly distributed (the suction nozzle is thicker, about 1.8mm; the cover body is thin, about 0.8mm). If a cold runner is used, not only is the waste of material head serious, but also filling imbalance and sink marks are prone to occur. This mold uses a full hot runner needle valve nozzle, and 16 independent needle valves control the glue feed respectively.
Cost advantages of the needle valve solution:
| project | cold runner | Open hot runner | Needle valve hot runner (this case) |
|---|---|---|---|
| Material head weight/cavity | 3.2g (due to complex structure) | 0.6g | 0g |
| Return material loss | about 18% | About 3.5% | 0% |
| Gate marks | Need to cut off, easy to damage the hinge | There is drawing, which affects the flip cover | Smooth, no post-processing |
| Labor cost | High (gate trimming + trimming) | Medium (Clean brushing) | extremely low |
Cost accounting: The net weight of each cable cover is approximately 12.5g (including cover body, flip cover, and suction nozzle). The cold runner solution has a material head of about 3.2g per cavity, and the raw material utilization rate is only 79.6%. Calculated based on PP raw material $1,157.52/ton:
Cold runner wastes raw materials per 10,000 pieces: 3.2g×10000=32kg → $37.04/10,000 pieces
Needle valve hot runner: $0/10,000 pieces
The daily output is 212,000 pieces, saving about $78.57 in raw material costs per day and about $23,584.42 in annual savings (based on 300 days). The investment in the 16-cavity needle valve system is about 70,000-$13,022.07, which can be recovered in 6 months.
The wiring cover does not require in-mold labeling, the mold does not require vacuum adsorption and label positioning mechanisms, and the structure is relatively simplified. However, special attention is required: no traces of gates or ejector pins are allowed in the flip cover and suction nozzle areas, so the glue inlet point must be chosen to be in a hidden position inside the cover body or on the edge. In this mold, the needle valve gate is set inside the cover body near the hinge, which not only ensures the filling balance, but also does not affect the appearance and sealing.
| action | time (seconds) | illustrate |
|---|---|---|
| Mold clamping | 0.5 | High speed and low pressure mold clamping |
| Injection + pressure holding | 1.3 | The needle valve opens sequentially, filling the cover first and then the suction nozzle. |
| cool down | 3.2 | Core time, shorter than vault |
| Mold opening | 0.5 | Quick mold opening |
| Ejection + robot pickup | 1.0 | 16 products are ejected at the same time to prevent flip-tops from sticking |
| total | 6.5 | - |
Why is the cooling time of the cable cover shorter? Although the connection cover has a complex structure, the average wall thickness (about 1.0mm) is slightly thinner than the dome cover (about 1.2mm), and an independent cooling circuit is designed at the suction nozzle, so the heat exchange efficiency is higher. The cooling water temperature is 18-22℃, the water pressure is 0.55Mpa, and the conformal water channel is used to cool the thickest part (1.8mm at the root of the nozzle) to the demoulding temperature in 3.2 seconds.
The injection molding machine is driven by a 420T servo motor, and the actual power consumption per mold is about 0.21 kWh (slightly lower than the 0.22kWh of the dome cover, because the cycle is shorter and the heating power is slightly lower). Calculated based on a 6.5 second period:
Approximately 554 cycles per hour (3600÷6.5)
Power consumption per hour: 554 × 0.21 ≈ 116.3 kWh
Calculated at $0.116 per kilowatt hour: $13.46/hour
Electricity bill for a single product: 93.0 ÷ (554×16) ≈ $0.0015/unit
If a traditional asynchronous motor is used, the electricity bill per unit is about $0.0025, and the servo model can save about $6,511 in electricity bills per year.
Use high-flow impact-resistant copolymer PP (such as PP K8003 or similar), with a melt index of about 15-20g/10min, taking into account filling capacity and hinge flexibility. The net weight of each cable cover is 12.5g (including cover body, flip cover, suction nozzle and connecting ribs). The price of raw materials is calculated based on $1,186.46/ton (copolymer PP is slightly higher than homopolymer):
Single raw material cost: 0.0125kg × $1.19/kg = $0.0148
Daily raw material cost: 212,000 × 0.1025 ≈ $3,144.11
Annual raw material cost: approximately $943,376.64 (300 days)
The needle valve system has no waste of returned materials and is the first line of defense for controlling raw material costs. At the same time, closed-loop control is used to keep the injection volume of each cavity consistent (weight deviation ±0.15g) to avoid the waste of multiple injections.
The connecting ribs (hinges) are only 0.3-0.4mm thick and must be flexible but not breakable. Process needs to be controlled:
Injection speed: medium speed (about 60mm/s) to avoid hinge tearing caused by impact;
Mold temperature: The hinge area is partially raised to 45-50°C (through independent heating rods) to extend the crystallization time and improve flexibility;
Holding pressure: low holding pressure (30MPa) to prevent excessive extrusion and thinning of the hinge.
Through the above control, the hinge bending test can reach more than 10,000 times without breaking, which is much higher than the industry standard (3,000 times).
| bad type | Proportion |
|---|---|
| Hinge is missing or broken | 1.2% |
| Nozzle flashes | 0.5% |
| Cover body shrinkage | 0.5% |
The actual operational yield rate is 97.8%. Every 1% increase in the yield rate reduces waste products by 2,120 pieces per day, saves about 26.5kg of raw materials (valued at $31.4), and saves $9,404.83 annually. For this reason, the process strictly implements weighing every hour, and checks the hinge bending performance every shift.
The wiring cover has a complex structure and is easy to hook with each other after being ejected (the flip cover may hook adjacent products). Solution:
Using a special pick-up clamp, 16 suction cups suck the cover body separately to avoid interference with the flip cover;
After the robot picks up the pieces, they are placed directly into the automatic stacking machine, stacked in groups of 20, and then transported to the packaging line.
Each operator can supervise 4-5 injection molding machines of the same type (wired covers are more frequently Maintenanceed than ordinary covers). Labor cost: $1,157.52/month/person, each person watches 4 stations → the labor cost of each station is about $289.38/month
Labor cost per unit: 2000 ÷ (212,000 × 30) ≈ $0/unit
Almost negligible. If semi-automatic or manual pickup is used, the labor cost per unit will be as high as 0.02-$0.0043, completely losing competitiveness.
16-cavity needle valve hot runner + complex hinge structure, high maintenance requirements:
Clean the needle valve every 80,000 mold cycles (about 3 days) to prevent it from getting stuck;
Replace the valve needle sealing ring and hinge insert every 300,000 molds;
Grind gate bushings and inspect hinge area for wear every 1 million mold cycles.
After conversion: the mold maintenance cost is about $0.0002/piece, and the annual maintenance cost is about $10,996.41 (based on an annual output of 63.6 million pieces). Slightly higher than the ordinary arch cover ($0.0001), but much lower than the cost of manual gate cutting of the cold runner solution.
| Cost item | Amount (USD/pc) | Proportion |
|---|---|---|
| Raw materials (copolymer PP, $1,186.46/ton) | 0.1025 | 86.5% |
| Electricity bill (servo 420T) | 0.0105 | 8.9% |
| Manual (automated) | 0.00031 | 0.3% |
| Mold maintenance | 0.0012 | 1.0% |
| Factory depreciation and others | 0.0035 | 3.0% |
| total | 0.1180 | 100% |
The total cost per unit is about $0.0171, while the market price is about 0.15-$0.0289, and the gross profit margin is about 21-41%. Compared with ordinary arch covers (cost of $0.0129, selling price of 0.10-$0.0174), although the cost of the connection cover is higher, the price is also higher, the added value is greater, and the profit margin is more considerable.
If a cold runner solution is adopted (the raw material cost rises to $0.0181) or a non-servo motor (the electricity cost rises to $0.0025), the cost will be close to $0.021, and profits will be severely compressed. Therefore, the needle valve hot runner + servo injection molding machine is the standard configuration for the production of connected caps.
| Problem phenomenon | reason | solution |
|---|---|---|
| Broken hinge | Insufficient material toughness and stress concentration | Use high-impact PP, add live hinge grooves, and reduce injection speed |
| The nozzle and cover are leaking when combined | Flash, sink marks, uneven cooling | Add an independent waterway, extend the pressure holding, and conduct air tightness testing |
| 16 cavity weight is inconsistent | Uneven temperature of hot runner and clogged nozzle | Independent temperature adjustment, regular cleaning of the filter, and control of weight difference ≤0.2g |
The 16-cavity hot runner needle valve solution for the 90-port in-line cap mold achieves a daily production of 212,000 pieces in a 6.5-second cycle, and the overall cost of a single piece is reduced to $0.0171, achieving excellent cost control effects in complex structural products. The core experience can be summarized as:
The needle valve hot runner is the core of cost reduction for complex structures - it eliminates the material head and achieves 100% raw material utilization. It is especially suitable for products with multiple cavities and high-value raw materials;
The 6.5-second ultra-short cycle relies on the combined strategy of local high temperature in the hinge area and strong cooling in the thick-walled area, breaking the inertial thinking that "the more complex the structure, the longer the cycle";
The servo injection molding machine + automatic pick-up and stacking reduces the electricity and labor costs to an extremely low level, with a single electricity bill of only $0.0015 and labor of $0;
Hinge molding is a balance between technology and cost - every 1% reduction in hinge breakage rate can save 60,000-$11,575.17 annually;
Every 1% improvement in the yield rate saves $9,404.83 annually. Detailed management is profit.
In the future, as 24-cavity or even 32-cavity connecting cover molds mature, the cycle is expected to be within 5 seconds, and the cost of a single piece will further drop to less than $0.0145. However, the 16-cavity solution in this case is still the optimal solution in terms of investment return balance point - the investment is moderate (about 250,000-$43,406.9 for the mold), the maintenance is controllable, and the stability is high. It is suitable for most injection molding companies to enter the mid-to-high-end tea lid market.
| project | parameter |
|---|---|
| Number of cavities | 16 |
| cycle | 6.5 seconds |
| Daily output | 212,000 pieces |
| Single piece net weight | 12.5g |
| Raw material cost | $0.0148/piece |
| total cost | $0.0171/piece |
| Yield | 97.8% |
| Mold size | 630×820×550mm |
| Adaptable machine | 420T |
| Hinge bending life | ≥10000 times |
Note: The above costs are based on estimates of copolymer PP $1,186.46/ton, industrial electricity $0.116/kWh, and labor levels in East China in 2024. Please adjust based on actual local prices.