Author: H T Mould Senior Molding Engineer
When we received the task of developing this food packaging box lid mold, the customer's core demands were very clear: the cost per cavity should be low, the cycle should be short, and the mold life should be stable. The product has an eight-out-of-one layout, and the material is thin-walled PP with a wall thickness of only 0.35–0.45mm, which is a typical high-speed thin-walled injection molded part.
In the packaging industry, profits often do not come from the selling price of a single product, but from the output quantity per hour and the total output within the entire life cycle of the mold. Therefore, we set three goals during the mold design stage:
Judging from the results, this set of molds has completely exceeded expectations.
 Click on the picture to watch the video
Click on the picture to watch the video
It can be seen from actual production records:
| Forming link | Parameter value |
|---|---|
| injection time | About 0.21s |
| Holding time | Extremely short |
| Cooling time | 1.7s |
| Mold opening and closing + ejection | 3–4s |
| single cycle | 6.4–6.96 seconds |
This means:
This is the first echelon level among thin-wall packaging molds.
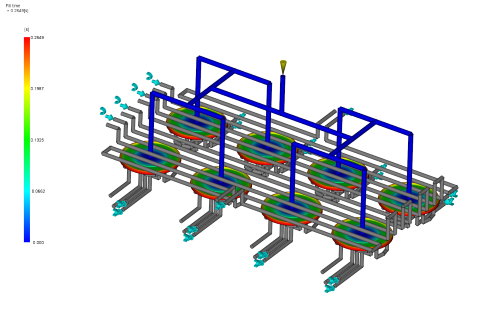
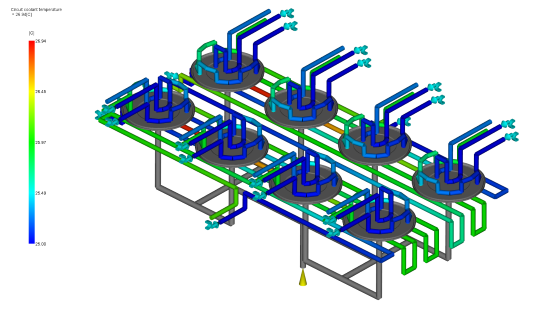
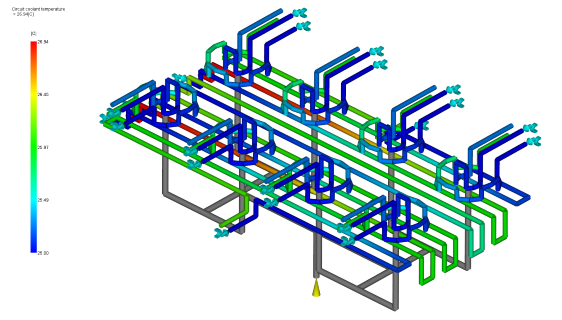
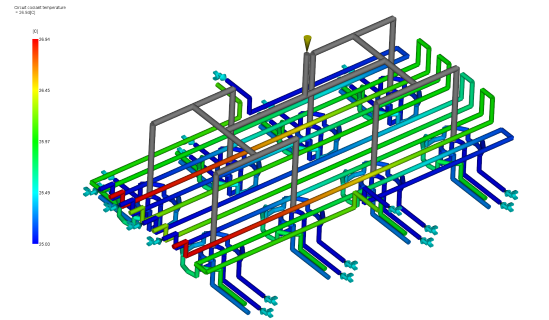
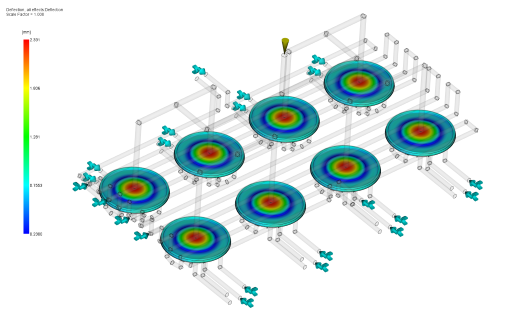
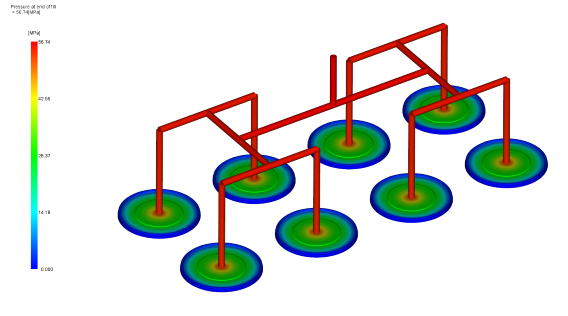
From the mold flow data we can confirm several key design points:
| Mold flow parameters | Value/Characteristic | design value |
|---|---|---|
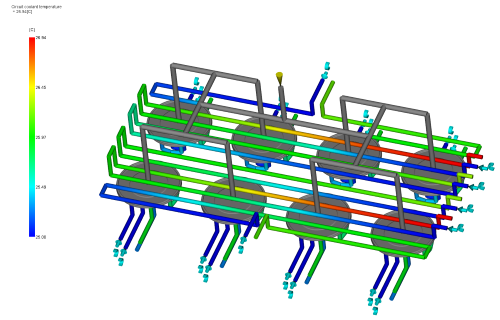
| crystal constant temperature | 26.8°C | Mold temperature control is extremely stable and reduces shrinkage fluctuations |
| circuit isolation temperature | 26mW/°C | Excellent thermal balance design to avoid local overheating |
| Current temperature curve | smooth | The heating system responds quickly without overshoot |
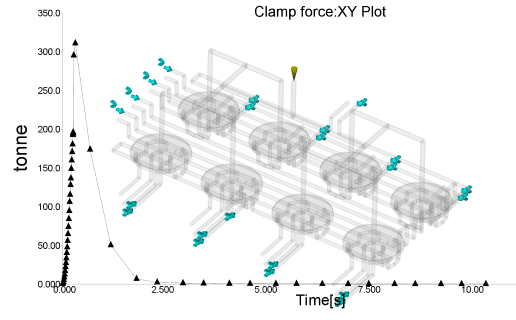
| Clamping force curve | smooth | The clamping force has small fluctuations, which is conducive to consistent exhaust and size. |
| air pressure | 0.5 atmHg | Reasonable exhaust design to avoid trapped air |
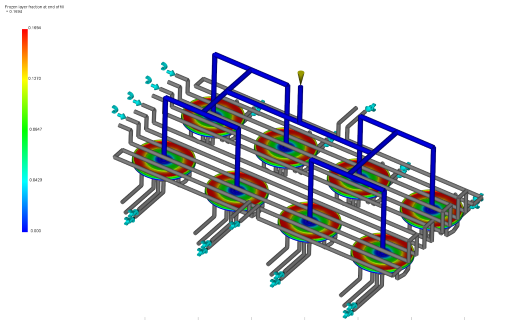
These details directly determine the stability of thin-wall filling. PP is prone to flow marks, under-injection or flash under high-speed injection. However, we achieve consistent filling of each cavity through multi-point sequential valve hot runner + precise temperature zoning.
You can see from the injection molding machine parameter interface:
| Injection molding machine parameters | Numeric range |
|---|---|
| Injection pressure | 85–95 bar |
| Holding pressure | 30–40 bar |
| injection speed | 65–95% |
| back pressure | 35 bar |
| Screw speed | 144–624 rpm (different stages) |
Description of these parameters: We adopt the strategy of high-speed and high-pressure injection + low-pressure holding to ensure the filling speed and avoid residual stress.
The designed life of this mold is 3 million cycles, and the actual normal use can reach 5-6 million cycles. We calculate based on 5 million modes:
| cost item | numerical value | apportionment results |
|---|---|---|
| Total mold investment | 350,000-$57,875.87 (including hot runner, processing, and mold trial) | - |
| Mold cost per 10,000 molds | - | 700–$115.75 |
| Output per mold | 8 products | - |
| Mold cost per 10,000 products | - | 87–$14.47 |
Compared with the 1.5-2 million molds common in the industry, the cost dilution is reduced by more than 40%.
We have developed a clear maintenance plan:
| Maintenance items | frequency | cost assessment |
|---|---|---|
| Add lubricating oil daily | 1 time/day | extremely low |
| Check and clean the exhaust slot | Every 100,000 cycles | Low (30 minutes) |
| Check the hot nozzle, spring, gas ejector pin, and wear block | Every 1 million cycles | Medium (replace as appropriate) |
In actual operation, the total maintenance cost per one million modules is controlled at 3,000-$723.45, which is far lower than the industry average.
Production records show:
| Production parameters | Stable range | Craftsmanship value |
|---|---|---|
| injection site | 92–95mm | The mold repeatability is extremely high and the process capability Cpk > 1.33 |
| Holding position | 47–48mm | |
| Melt position | 82–83mm | |
| cyclical fluctuations | ≤ 0.05 seconds |
This shows that the mold repeatability is extremely high and the process capability Cpk > 1.33. Among thin-walled PP products, a yield rate of more than 99% can be achieved, which means that there is almost no waste loss and there is no need for frequent shutdowns and adjustments.
Take the daily output of 90,000 lids as an example:
| project | Numeric range | illustrate |
|---|---|---|
| Single selling price | 0.12–$0.0217 | Common in packaging industry |
| daily output value | 11,000-$1,953.31 | 90,000 pieces × price per piece |
| Monthly output value (25 days) | 270,000-$49,194.49 | - |
| Material(PP) | 0.03–$0.0058/piece | - |
| Electricity + Labor | $0.0029/piece | - |
| Mold allocation + maintenance | $0.0007/piece | - |
| total cost per unit | 0.055–$0.0094 | - |
| gross profit per unit | 0.065–$0.0123 | - |
| Gross profit margin | 55–65% | - |
| gross profit per day | 6000–$1,085.17 | - |
| gross profit per month | 150,000-$26,044.14 | - |
This set of molds usually recovers the entire mold investment within 3-4 months, and then it is pure profit.
Many colleagues will ask: Aren’t thin-walled molds easy to wear? Our experience lies in three points:
During the operation of 3 million modules, we also encountered some typical problems and shared them with our peers:
| question | reason | Countermeasures |
|---|---|---|
| Flash gradually increases | The exhaust groove is clogged or the parting surface is worn. | Clean the exhaust groove and grind the parting surface if necessary |
| Partial underpayment | The hot nozzle is clogged or the temperature control drifts | Clean the hot nozzle and calibrate the thermocouple |
| Unbalanced ejection | Gas ejector or spring fatigue | Replace one set every 1 million cycles |
| The cycle becomes longer | Cooling scale or slow valve needle movement | Clean the water line and lubricate the valve needle |
These are not big problems, the key is preventative maintenance rather than waiting to fix something when it breaks.
This set of eight PP food packaging lid molds has been proven by facts:
High efficiency + long life + low maintenance = strong profitability
For packaging products companies, molds are not costs, but assets.
A good mold set is not about how much you spend to buy it, but how much money it helps you earn every day in your factory.
H T Mould has accumulated more than 15 years of practical experience in this type of thin-walled multi-cavity projects. We not only provide molds, but also provide molding solutions with the “lowest cost per mold”.
If your product also belongs to the thin-walled, high-volume, low-unit-value type, welcome to communicate. We help you settle the bill.
H T Mould Technology Center
Focus on high life, high efficiency and high return molds