One machine producing about 23,000 pieces per day, with unit cost reduced by around 40%
We had previously supplied the customer with a 4-cavity refrigerated sealed container base mold producing about 9,874 pieces per day. The customer soon came back with a new problem: "Box output is up, but the lids can't keep up."
The customer was very clear: lid output had to exceed base output, and unit cost had to come down, because lids often sell for 20-30% less than the box base and leave much thinner margins.
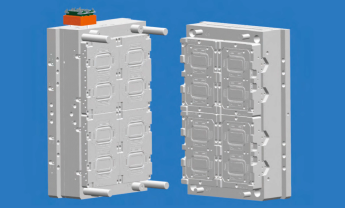
So I recommended H T Mould's high-cavitation thin-wall PP lid solution: 8 cavities, a 30-second cycle, and the same 400T press class used for the base mold.


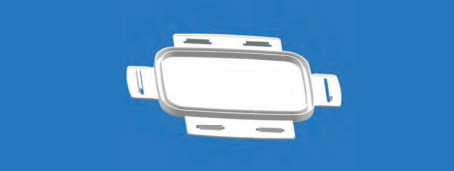
Lids differ from bases: larger projected area but thinner walls (often 0.4–0.55 mm), demanding fill balance and even cooling. The 8-cavity tool redesigns gating, cooling, and ejection—not a simple double-up from four.
| Item | Value | Item | Value |
|---|---|---|---|
| Cavities | 8 CAV | Cycle | 30 s |
| Mold size | 450×720×498 mm | Press | 400 T |
| PP melt | 310 °C | Cooling water | 18–22 °C |
| Water pressure | 0.5–0.6 MPa | Production yield | 99.3% |
| Challenge | Symptom | H T Mould response |
|---|---|---|
| Unbalanced fill | Remote cavities short or unfilled | Symmetric H runner + valve gates, timed sequencing |
| Warpage | Lid not flat, poor seal | Conformal cooling + zoned mold temp; deflection <0.12 mm |
| Demolding | Stick or stress whitening | Air pins + precision ejector layout |


Daily output: ~23,040 pcs/24 h (3600 s / 30 s × 8 × 24); steady 22,500–22,800
Yield: 99.3%; defect rate <0.7%
| Metric | Old (4 cavities) | H T Mould (8 cavities) |
|---|---|---|
| Daily output | ~9,100 | ~23,000 |
| Output multiplier | 1× | 2.5× |
| Yield | 97.5% | 99.3% |


| Item | Old | H T Mould |
|---|---|---|
| Daily output (pcs) | ~9,100 | ~23,000 |
| Total cost/pc (USD) | 0.73 | 0.528 |
| Profit/pc (USD) | 0.22 | 0.422 |
| Daily profit | $289.67 | $1,404.36 |


We warrant 3 million shots; this customer passed 3.8M and remains stable. At 5M shots, mold cost per part is only $0.0012.
| Part | Mold | Daily output | Press |
|---|---|---|---|
| Refrigerated sealed base | 4 cavities, 35 s | ~9,874 | 400T |
| Refrigerated sealed lid | 8 cavities, 30 s | ~23,040 | 400T |



Base and lid look like two molds—it’s really one capacity equation.
Base: 4×35 s; lid: 8×30 s. Same equipment class—double lid output, roughly half lid cost.
H T Mould—solutions for the highest output per square meter of shop floor.