Among disposable bubble tea cup and fruit tea cup accessories, the domed lid has become one of the most widely used consumables because it stacks well, seals reliably, and makes straw insertion easy. At the same time, domed lids are low-margin, high-volume products. How to reduce unit cost to just a few cents while Maintenanceing quality is the core challenge for both mold design and injection molding production.
This article uses a 90 mm rim domed lid mold as an example to explain how a 16-cavity valve-gated hot-runner solution achieves a 7-second cycle and daily output of 197,000 pieces, while also breaking down cost control across mold investment, energy use, labor, raw materials, and maintenance.
This domed lid is typically paired with a 90 mm diameter bubble tea cup or fruit tea cup. The product requirements are:
The arched top has a certain curvature, making it easy to stack without sticking;
The edge buckle fits closely with the cup mouth, but the opening force is ≤15N;
No labeling, usually white, black or transparent PP;
The price is extremely sensitive. The ex-factory price of a single piece is generally between 0.10-$0.0217, and the profit is measured in cents.
Customer goal: 24-hour continuous production, with a daily output of approximately 197,000 pieces. Calculated based on a 16-cavity mold, the required cycle is within 7.2 seconds. In the end, the actual stable period reached 7.0 seconds, and the daily output was 197,000 pieces, close to the theoretical peak.
| project | parameter |
|---|---|
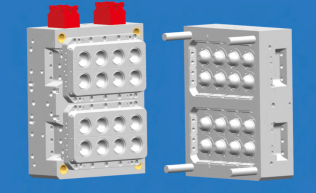
| Mold name | 90-port arch cover mold |
| Number of molding cavities | 16 cavities (4×4 arrangement) |
| Mold size | 650×850×530 mm |
| Suitable for injection molding machines | 420 tons clamping force |
| Product material | PP (melting temperature 310℃) |
| Molding cycle | 7.0 seconds |
| Daily output | About 197,000 |
The 16-cavity layout makes full use of the template size of the 420T machine. The single-cavity projected area is about 28cm², the total projected area is about 450cm², and the safety factor of the clamping force is 1.5 times, which not only ensures that the mold does not expand, but also avoids the waste of energy consumption of a large horse-drawn cart.
This mold uses a full hot runner needle valve nozzle, with a total of 16 independent needle valves, each nozzle corresponding to a cavity. Compared with cold runner or open hot runner, the cost advantages brought by the needle valve solution are reflected in:
| project | cold runner | Open hot runner | Needle valve hot runner (this case) |
|---|---|---|---|
| Material head weight/cavity | 2.5g | 0.5g | 0g |
| Return material loss | about 15% | about 3% | 0% |
| Gate marks | Need to be cut off | There is brushing | Smooth, no post-processing required |
| Labor cost | High (cut gate) | Medium (Clean brushing) | extremely low |
Cost accounting: The net weight of each dome cover is about 9.5g, the material head of each cavity of the cold runner solution is about 2.5g, and the raw material utilization rate is only 79%. Calculated based on the PP raw material cost of $1,157.52/ton, the raw material waste cost per 10,000 products is:
Cold runner: 25kg of raw material wasted → $28.94/10,000 pieces
Needle valve hot runner: waste 0 → $0/10,000 pieces
With a daily production of 197,000 pieces, the daily raw material cost is saved by about $57.01, and the annual saving is about $17,073.38 (based on 300 days). The one-time investment of the 16-cavity needle valve system is about 60,000 to $11,575.17, which can be recovered in half a year.
Since the arch cover does not involve in-mold labeling, there is no need for vacuum adsorption, label positioning and other mechanisms, and the mold structure is greatly simplified:
Eliminate the label adsorption hole and air path on the fixed mold side;
Save the robot labeling waiting time (2-3 seconds);
The ejection system requires only a conventional push plate or ejection pin.
This directly shortens the cycle to 7 seconds (labeling caps are usually 10-12 seconds) and reduces mold processing costs by about 15%.
| action | time (seconds) | illustrate |
|---|---|---|
| Mold clamping | 0.6 | High speed and low pressure mold clamping |
| Injection + pressure holding | 1.2 | The needle valve opens sequentially to reduce stress |
| cool down | 3.5 | Core time determines the cycle |
| Mold opening | 0.5 | Quick mold opening |
| Ejection + robot pickup | 1.2 | 16 products are ejected at the same time |
| total | 7.0 | - |
Cooling time accounts for 50% of the total cycle. For compression cooling, the mold uses high-pressure water cooling (0.55Mpa, 18-22℃) combined with annular conformable water channels to reduce the thickest part of the dome cover (about 1.5mm buckle position) to the demoulding temperature (about 60℃) within 3.5 seconds.
The injection molding machine is driven by a 420T servo motor, and the actual power consumption per mold is about 0.22 kWh (including drying, mold temperature controller, and robot). Calculated based on a 7 second period:
Approximately 514 cycles per hour (3600÷7)
Power consumption per hour: 514 × 0.22 ≈ 113 kWh
Calculated at $0.116 per kilowatt hour: $13.08/hour
Electricity bill for a single product: 90.4 ÷ (514×16) ≈ $0.0016/unit
If a traditional asynchronous motor injection molding machine is used, the electricity bill for a single machine is about $0.0026, while the servo model saves about $5,932.28 in electricity bills per year.
Using homopolymer PP (such as HP500N or similar brands), the melt index is about 12-15g/10min, taking into account both fluidity and toughness. The net weight of each dome is 9.5g (including buckles and dome). The price of raw materials is calculated based on $1,157.52/ton:
Single raw material cost: 0.0095kg × $1.16/kg = $0.011
Daily raw material cost: 197,000 × 0.076 ≈ $2,166.29
Annual raw material cost: approximately $649,656.61 (300 days)
The needle valve system has no waste of returned materials and is the first line of defense for controlling raw material costs. At the same time, closed-loop control is used to keep the injection volume of each cavity consistent (weight deviation ±0.1g) to avoid the waste of multiple injections.
The actual operational yield rate is 98.5%, and the main defects are:
| bad type | Proportion |
|---|---|
| The buckle is short of material | 0.7% |
| Flying edge | 0.5% |
| Shrink marks | 0.3% |
Every 1% improvement in the yield rate reduces waste products by 1,970 pieces per day, saves about 18.7kg of raw materials (worth $21.7), and saves $6,511 annually. For this reason, the process strictly implements weighing every 2 hours to ensure that the weight of each cavity is stable.
The 16-cavity mold is equipped with a high-speed manipulator (pickup time ≤ 1.2 seconds). After ejection, the product falls directly into the conveyor belt and is transported to the automatic stacking and packaging machine. Each operator in the entire injection molding workshop can oversee 6 injection molding machines of the same type (including arch covers, cup bodies, etc.).
Labor cost: $1,157.52/month/person, each person watches 6 stations → the labor cost of each station is about $192.87/month
Daily production of 197,000 pieces → Labor cost per piece: 1,333 ÷ (197,000 × 30) ≈ $0/piece
Almost negligible. If semi-automatic or manual pickup is used, the labor cost per unit will soar to 0.01-$0.0029, making it completely impossible to survive in the low-price market.
The 16-cavity needle valve hot runner has higher maintenance requirements, but the cost is controlled through the following measures:
Clean the needle valve needle every 100,000 molds (about 5 days) to prevent it from getting stuck;
Replace the valve needle sealing ring every 500,000 mold cycles;
Gate bushings are ground every 2 million mold cycles.
After conversion: the mold maintenance cost is about $0.0001/piece, and the annual maintenance cost is about $6,800.41 (based on an annual output of 59 million pieces).
Take a single 90-port dome cover as an example (PP material, 9.5g, no label, 16-cavity hot runner):
| Cost item | Amount (USD/pc) | Proportion |
|---|---|---|
| Raw materials (PP, $1,157.52/ton) | 0.0760 | 85.4% |
| Electricity bill (servo 420T) | 0.0110 | 12.4% |
| Manual (automated) | 0.00023 | 0.3% |
| Mold maintenance | 0.0008 | 0.9% |
| Factory depreciation and others | 0.0010 | 1.0% |
| total | 0.0890 | 100% |
The total cost per unit is about $0.0129, while the market price is about 0.10-$0.0174, and the gross profit margin is about 10-25%. For high-volume products, this is a healthier profit margin. If a cold runner (raw material cost rises to $0.0136) or a non-servo motor (electricity cost rises to $0.0026) is used, the cost will be close to $0.0156, and the profit will be basically eaten up.
| Problem phenomenon | reason | solution |
|---|---|---|
| Sink marks appear at the buckle position | Insufficient pressure holding and uneven cooling | Increase local cooling and extend the holding time to 1.2 seconds |
| The needle valve is not closed tightly and stringing occurs. | Insufficient air pressure, delayed closing | Check the air pressure ≥0.6Mpa, adjust the closing delay to 0.05 seconds |
| 16 cavity weight is inconsistent | The temperature of the hot runner is uneven and the nozzle is clogged. | Independently adjust the nozzle temperature and clean the filter regularly |
The 16-cavity hot runner needle valve solution for the 90-port arch cover mold achieved a daily production of 197,000 pieces in a 7-second cycle, and the comprehensive cost of a single piece dropped to $0.0129, successfully Maintenanceing competitiveness in the low-profit market. The core experience can be summarized as:
The needle valve hot runner is the first lever for cost reduction - eliminating the material head, the raw material utilization rate is 100%, and the investment can be recovered in half a year;
High cavity number (16 cavities) combined with large tonnage (420T) maximizes unit production capacity and reduces shared costs;
Servo injection molding machine + automated part pickup reduces electricity and labor costs to extremely low levels;
The 7-second cycle relies on efficient cooling (18-22°C high-pressure water + conformal waterway). Every 0.5 second reduction in cooling time increases daily production by approximately 28,000 pieces;
Every 1% improvement in the yield rate saves 40,000-$7,234.48 annually. Detailed management is profit.
In the future, as 48-cavity or even 64-cavity dome molds mature, the cycle is expected to be within 5 seconds, and the cost of a single piece will further drop to less than $0.0101. However, the 16-cavity solution in this case is still the optimal solution in terms of investment return balance point - moderate investment, simple maintenance, and high stability, and is suitable for most injection molding companies.
| project | parameter |
|---|---|
| Number of cavities | 16 |
| cycle | 7.0 seconds |
| Daily output | 197,000 pieces |
| Single piece net weight | 9.5g |
| Raw material cost | $0.011/piece |
| total cost | $0.0129/piece |
| Yield | 98.5% |
| Mold size | 650×850×530mm |
| Adaptable machine | 420T |
Note: The above costs are based on PP raw materials of $1,157.52/ton, industrial electricity of $0.116/kWh, and labor levels in East China in 2024. Please adjust based on actual local prices.