
Click on the picture to view the production video
Dear customers, friends and colleagues, hello!
I am Zhang from H T Mould, and this is one of our representative recent projects: mold development and mass-production optimization for a clear PS chocolate packaging box. This mold uses an 8-cavity layout for a transparent chocolate box with demanding requirements for surface finish, dimensional consistency, and molding efficiency.
Through this project, we solved common transparent-part issues such as flow marks and bubbles while also achieving strong mass-production stability. The case is organized around product features, moldflow analysis, mold design, process tuning, and production data.
The customer needs to produce aSquare chocolate packaging box, material is PS (polystyrene),RequireHigh transparency, no visible flow marks, no bubbles, no silver streaks, uniform wall thickness, and stable opening and closing dimensions. Production is expected to beMore than 500,000 pieces per month, so we recommend using1 out of 8 hot runner mold solutions, to improve efficiency and reduce unit cost.
PS material itself has good fluidity, but its transparency is extremely sensitive to the process: if the temperature is too high, it will easily degrade and turn yellow, while if the temperature is too low, it will produce internal stress or flow marks; if the injection speed is too fast, spray marks will be produced, and if the injection speed is too slow, welding marks will be obvious. This puts forward higher requirements on mold design and injection molding process.
Before officially opening the mold, we used Moldflow to conduct a complete mold flow analysis. The pictures in the attachment are the analysis results at that time. I will pick out a few key points to talk about:
1. Filling time analysis (Fill time = 0.4729 s)
The filling time is controlled at about 0.47 seconds, the filling of each cavity is basically balanced, and the difference between the maximum and minimum filling time is controlled within 10%, which is ideal for a multi-cavity mold with 1 out of 8.
2. Mold temperature distribution
Judging from the "Circuit metal temperature" (31.7~31.9°C) and "Circuit coolant temperature" (25.65~26.30°C), the cooling water path is reasonably designed and the mold surface temperature difference is controlled within 1°C, which is very critical for preventing warpage and uneven shrinkage of transparent PS parts.
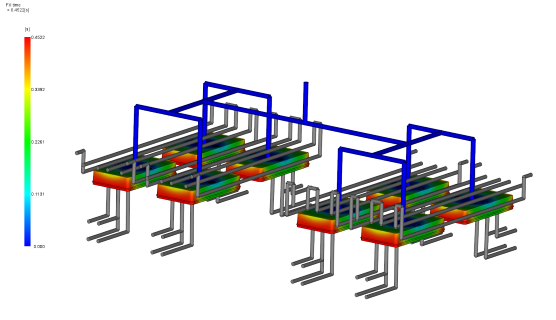
3. Hot runner surface temperature (41.88 °C)
The temperature of the hot runner tip is properly controlled to prevent cold material from entering the mold cavity and reduce the occurrence of flow marks.
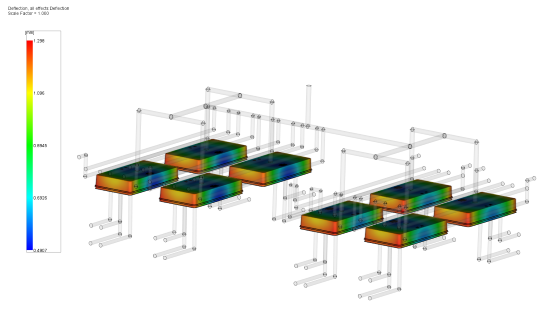
4. Warpage deformation analysis (Deflection 0.8945 mm → 0.4907 mm)
The warpage of the initial plan was too large. By adjusting the position of the cooling water channel and optimizing the pressure holding curve, we controlled the final warp within 0.5mm to meet the matching requirements of the packaging box.
Mold flow analysis allows us to avoid at least three risks in advance:Unbalanced filling, local overheating, and excessive warpage. This is also the reason why we at H T Mould insist on "analyze first, then open the mold".
Based on the analysis results, we determined the following mold solutions:

The mass production equipment is Aotai injection molding machine. We sorted out the following key settings from the actual production parameters of the attachment:
Judging from the 10 consecutive production cycles recorded in the attachment:
| cycle | Filling time(s) | Mold closing time (s) | Mold opening time (s) | Total cycle(s) | average injection speed | Maximum injection pressure (bar) |
|---|---|---|---|---|---|---|
| 0-9 | 3.91~4.06 | 1.71 | 1.89~1.90 | 9.34~9.46 | 212~222 | 141~148 |
The attachment shows the use of multi-stage injection (P1 / P2 / P3):
- P1: 65 bar, 65%
- P2: 100 bar, 70%
- P3: 0 bar, 0%
The "Hold Mode" is adopted for pressure-holding, which effectively reduces shrinkage.


During the mold trial stage, we encountered several typical problems:
Problem 1: Slight flow marks appear in some cavities
→ Adjust the temperature balance of the hot runner. After inspection, it was found that the heating ratio of the #2 nozzle was low (9.1%). After the correction, the temperature of each cavity was consistent and the flow marks disappeared.
Problem 2: There is strain on the surface of the product during demoulding
→ Increase the number of ejections and optimize the ejector pin layout, while reducing the final value of the holding pressure and reducing the holding force.
Problem 3: The cycle is too long (more than 12 seconds)
→ Optimize the cooling water flow, reduce the cooling time from 4.5 seconds to 3 seconds, and adjust the mold opening speed curve (see "Start Speed Ramp / End Speed Ramp" in the attachment), so that the cycle is stabilized at 9.4 seconds.
At present, this set of molds has been running stably for more than12000 modes, with 8 cavities per mold, the yield rate increased from 98.5% in the initial stage of mold trial to99.8%. The main results are as follows:
| Capacity index | Value |
|---|---|
| Molding cycle | 9.4 seconds/mode |
| Number of pieces per module | 8 pieces |
| Theoretical maximum daily production capacity (24h) | Approximately 73,500 pieces |
| Actual daily production capacity (85% efficiency) | Approximately 62,000 pieces |
| Yield | 99.8% |
The appearance of transparent parts is approved by the customerFull inspection, no flow marks, bubbles, silver streaks, size CPK reaches1.33 and above, fully meets the packaging box matching requirements.
Customer feedback, this set of moldsstabilityandTransparency performanceExceeding expectations, the combination of a single mold output of 8 pieces and a 9.4-second fast cycle has greatly reduced the cost of a single piece, and has added a second set of mold orders of the same type.
This project reinforced several practical lessons for multi-cavity transparent PS molds:
1. Mold flow analysis is not just a formality, which directly determines the gate position, cooling balance and warpage control. The analytical data of this mold are highly consistent with the mass production parameters.
2. Hot runner temperature control accuracyIt is the lifeline of transparent parts. It is indispensable for each zone's independent PID control, heat preservation function, and synchronous preheating.
3. The injection speed should be “fast but not chaotic”, PS transparent parts are suitable for medium and high-speed filling, but injection must be avoided, so we adopt a multi-stage injection curve.
4. cooling balanceMore important than simply lowering the mold temperature, the mold surface temperature difference must be controlled within 1°C to ensure multi-cavity consistency.
5. Ejection and exhaustDetails determine long-term stability, do not simplify the ejection system to save costs.
One final point to add: Many colleagues tend to confuse "number of molds" and "number of pieces" when calculating multi-cavity mold production capacity. Take this case as an example:
- Cycle time 9.4 seconds → 383 molds per hour → 8 pieces per mold → 3,064 items per hour
- The theoretical value is about 73,500 pieces in 24 hours a day. Actual production takes into account mold changes, machine cleaning, quality inspections and other factors, and is calculated based on 85% operating rate.Daily production capacity is about 62,000 pieces, this is the real and reliable production capacity data.
H T Mould has been committed to providing customers with "Analysis-Design-Mold Trial-Mass Production"Full process service. Although this set of PS transparent chocolate packaging box mold is not technically the most complex, it isTransparent multi-cavity precision moldA typical representative of. I hope today’s sharing will inspire everyone.
If you have similar transparent parts, multi-cavity molds, or products with high cosmetic requirements, feel free to contact the H T Mould technical team. We do not only build molds; we also understand the injection molding process behind stable production.
Thank you all!
——Gong Zhang of H T Mould