Тонкостенное литье под давлением требует точного контроля течения материала, прочной конструкции формы и высокоэффективного охлаждения для стабильного короткого цикла.
H T Mould объединяет проектирование, Moldflow-анализ и практический опыт серийного производства, чтобы помогать клиентам повышать производительность и качество изделий.
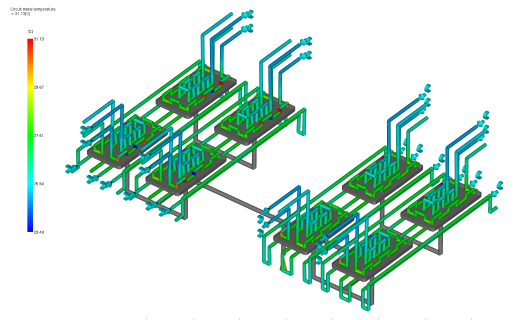
Полость формы тонкостенных изделий чрезвычайно узкая, резко возрастает сопротивление течению расплава, значительно ускоряется скорость охлаждения. При неправильном проектировании могут легко возникнуть такие проблемы, как короткие прорези, очевидные линии сварных швов или неполное заполнение. Таким образом, при проектировании пресс-формы анализ текучести пресс-формы должен стать основной частью процесса.
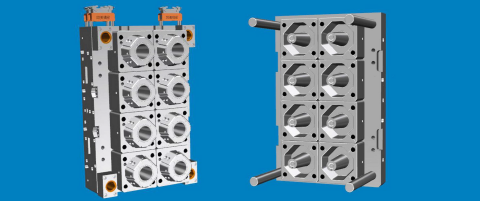
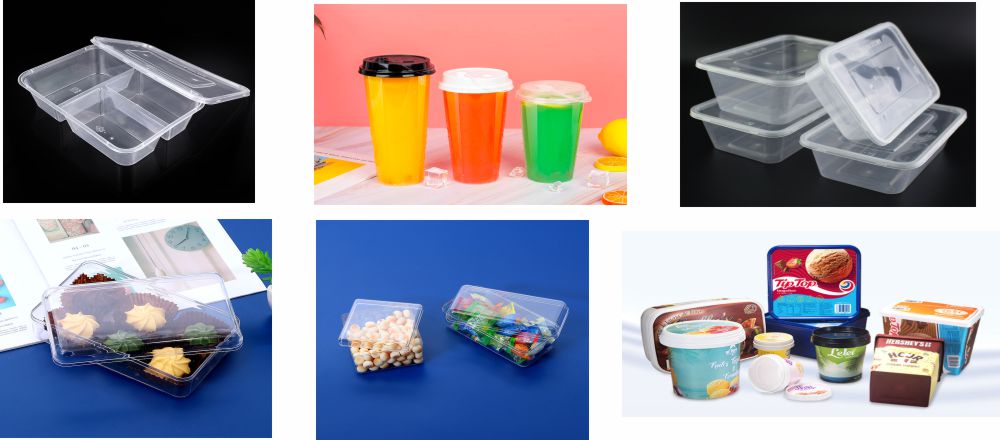
На ранних стадиях проектирования компания HT Mold использует передовую технологию анализа текучести пресс-формы для систематического моделирования температуры фронта расплава, напряжения сдвига, поля давления и силы смыкания. Точно прогнозируя риски наполнения, можно оптимизировать расположение литников, размер направляющих и расположение полости. Если взять в качестве примера тонкостенные стаканчики и ланч-боксы емкостью 650 мл, компания HT Mold обычно использует конструкцию с большой полостью — 1 из 8 или 1 из 6. Исходя из обеспечения баланса наполнения, общий цикл формования стабильно контролируется в течение 10 секунд, а самое быстрое формование IML (маркировка в форме) может быть достигнуто за 6,2 секунды, что полностью подтверждает ключевую роль анализа текучести пресс-формы при тонкостенном формовании.

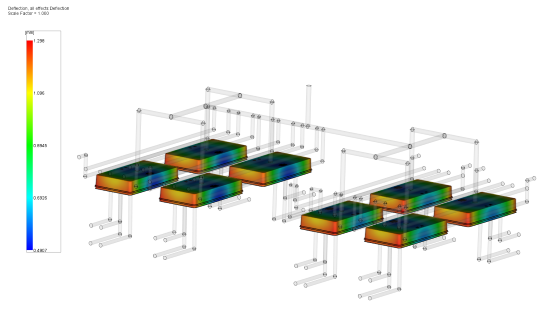
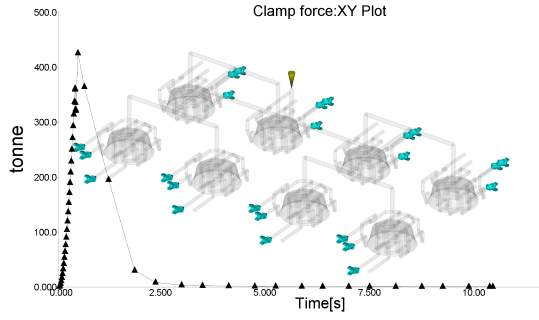
Литье под давлением с тонкими стенками обычно требует чрезвычайно высокой скорости и давления впрыска. Скорость впрыска может в 5–10 раз превышать скорость обычного литья под давлением, а давление впрыска часто превышает 200 МПа. В этих рабочих условиях, если форма недостаточно жесткая, шаблон склонен к упругой деформации, что приводит к нестабильным размерам полости, неравномерной толщине стенок и даже эксцентриситету изделия.
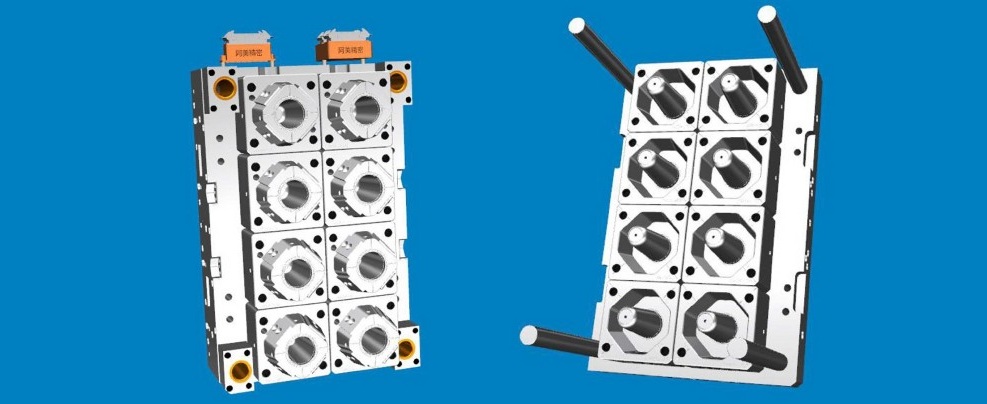
HT Mold накопила богатый опыт в проектировании высокопрочных конструкций пресс-форм. Подбирая высокопрочные материалы опалубки и рационально распределяя толщину опорных колонн и опалубки, мы обеспечиваем контроль деформации формы при воздействии высокой скорости и высокого давления на микронном уровне. В ответ на возможные проблемы эксцентриситета компания HT Mold располагает зрелыми возможностями человеческого вмешательства и отладки. Благодаря оптимизации баланса ворот, регулировке системы выталкивания и коррекции температурного поля можно добиться точной регулировки без остановки производства, чтобы обеспечить постоянство размеров продукта и стабильность формования.
Тонкостенные изделия требуют чрезвычайно высокой точности размеров, и любое незначительное отклонение при обработке может усилиться и повлиять на сборку или производительность. HT Mold использует высокоскоростное прецизионное обрабатывающее оборудование, чтобы гарантировать, что точность обработки полости, стержня и охлаждающей воды достигает микронного уровня.
Что еще более важно, для тонкостенных изделий, склонных к короблению и деформации, HT Mold использует анализ текучести пресс-формы для прогнозирования тенденций усадки и деформации на этапе проектирования пресс-формы и выполняет обратную преддеформационную обработку, то есть предварительное внесение геометрических корректировок в конструкцию полости, чтобы изделие естественным образом приняло целевую форму после извлечения из формы. Эта технология требует чрезвычайно большого опыта и накопления данных. Компания HT Mold на большом количестве практических опытов подтвердила, что самый тонкий продукт, который может стабильно формировать стенку толщиной 0,32 мм, в настоящее время является самым тонким продуктом, демонстрируя свою техническую мощь в области точного изготовления пресс-форм.

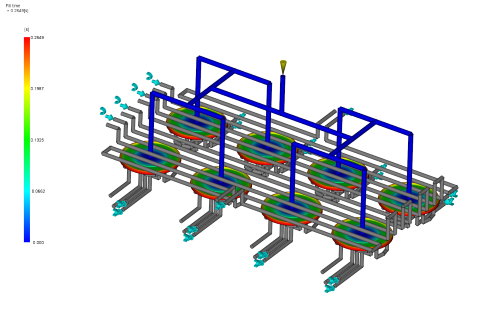
Цикл формования является основным показателем экономической эффективности литья под давлением тонкостенных изделий. Поскольку тонкостенные изделия быстро рассеивают тепло, время охлаждения обычно занимает более 80% всего цикла. Если охлаждение неравномерное или эффективность недостаточна, это не только продлит цикл, но и вызовет коробление и концентрацию внутренних напряжений.
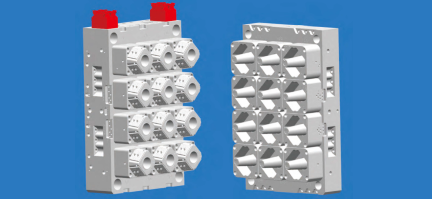
HT Mold придерживается принципа «конформного охлаждения» при проектировании каналов охлаждающей воды и точно располагает водные каналы в соответствии с трехмерными контурами изделия, чтобы обеспечить однородное температурное поле на поверхности полости формы. Если взять в качестве примера чашку IML «1 из 8» объемом 650 мл, то цикл формования был успешно сокращен до 6,2 секунды благодаря сложной конструкции водных каналов и системе охлаждения с высоким расходом; Ланч-бокс 1 из 6 также стабилен в течение 10 секунд. Разумная конструкция водного транспорта не только обеспечивает качество продукции, но также создает значительную эффективность производства и экономические выгоды для клиентов.
Проектирование и производство тонкостенных литьевых форм — это комплексное применение междисциплинарных технологий, таких как реология материалов, структурная механика, теплопроводность и прецизионная обработка. HT Mold China Limited разработала набор зрелых и надежных решений для тонкостенных литьевых форм, основанных на глубоком опыте анализа текучести пресс-форм, высокопрочных структурных расчетах, прецизионной механической обработке, компенсации предварительной деформации и эффективных системах охлаждения. Благодаря своим инженерным и техническим возможностям, от стабильного массового производства изделий со сверхтонкими стенками толщиной 0,32 мм до эффективного производства со сверхкоротким циклом в 6,2 секунды, HT Mold продолжает предоставлять высококачественные пресс-формы и услуги для тонкостенного литья под давлением.
Далее мы продемонстрируем инженерные практики и технические достижения HT Mold в области литья под давлением с тонкими стенками на конкретных примерах.