Примечание: суммы, изначально указанные в CNY, пересчитаны в RUB по курсу 1 CNY = 11.7550024245 RUB.
В связи с быстрым расширением мирового рынка готового чая, особенно напитков с жемчужным чаем (Bubble) Cup, представленных Tea), наблюдается всплеск спроса на высококачественные, высококонсистентные, пригодные для вторичной переработки пластиковые стаканчики. В традиционных чашках для чая с молоком в основном используются этикетки, нанесенные трафаретной печатью или термоусадочные, которые имеют такие проблемы, как плохая износостойкость, этикетки, которые легко отваливаются и не подлежат вторичной переработке.
Технология In-Mold Labeling (IML, In-Mold Labeling) помещает напечатанную этикетку в полость формы с помощью робота и объединяет ее с расплавленным пластиком в процессе литья под давлением, делая этикетку частью продукта. Этот процесс имеет следующие преимущества:
На этот раз представлен набор чашек для чая с молоком HT Mould90700 (около Емкость 700 мл) IML-форма с 12 полостями, разработанная для термопластавтомата 480T. Его номинальные параметры следующие:
| Проект | Параметры |
|---|---|
| Название изделия | 90700 чашка для чая с молоком |
| Количество формовочных полостей | 12 полостей |
| Нет цикла маркировки | 8 секунды |
| Цикл этикетирования | 10 секунд |
| Суточная производственная мощность (маркировка) | Около 103 680 штук в день |
| Размер формы | 720×1100×625 мм |
| Адаптировано модель | 480T |
| Температура ствола | 310℃ |
| Температура охлаждающей воды | 18–22℃ |
| Давление охлаждающей воды | 0,5–0,6 МПа |
Следует отметить, что время цикла можно сократить до 8 секунд без маркировки, но после добавления процесса IML время цикла увеличивается до 10 секунд. Эта разница в 2 секунды является техническим и инженерным компромиссом, которому посвящена данная статья.
Чашка для чая с молоком 90700 представляет собой тонкостенную цилиндрическую деталь с общей толщиной стенок 0,45–0,55 мм, высотой около 170–190 мм и диаметром около 90 мм. Основные требования к размерам:
Размеры пресс-формы 720×1100×625 мм, вес около 3,8–4,2 тонны. Примите охлаждающую полураствор клапанного типа с горячими канальными и холодными колонками (в зависимости от реальных условий). 12 полостей расположены в 2 ряда по 6 столбцов с межосевым расстоянием около 145 мм, что обеспечивает контроль ширины формы в пределах 1100 мм.
Основные моменты конструкции:
Общая схема анализа текучести пресс-формы для пресс-формы с 12 полостями
Из-за строгих требований к циклу (всего 10 секунд, включая маркировку), эффективность охлаждения является ключевым моментом. Для охлаждения пресс-формы используется комбинация спирального гибкого водного канала (сердечника) и кольцевого резервуара для воды (полости):
Впуск и выпуск воды имеют быстроразъемные соединения, давление воды составляет 0,5–0,6 МПа, температура воды 18–22°C.
Подтверждено анализом текучести пресс-формы (Moldflow): при 10-секундном цикле максимальная температура продукта при выталкивании составляет около 55-65°C, риск прилипания формы отсутствует.
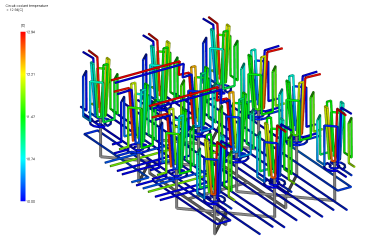
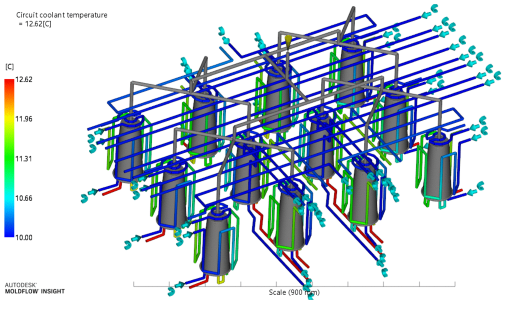
Анализ переноса охлаждающей воды в сердцевине формы/полости
Анализ охлаждающего эффекта спирального конформного водяного канала
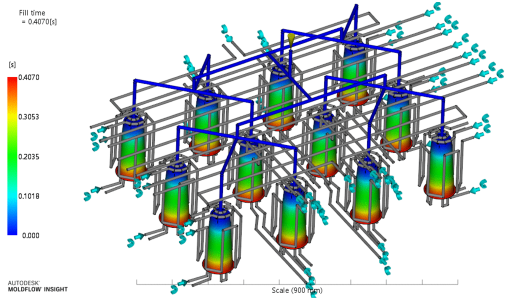
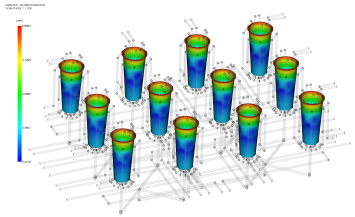
Анализ заполнения формы
Анализ моделирования сбалансированного заполнения с 12 полостями
| Этап действия | Нет цикла маркировки (секунды) | Отстающий цикл (секунды) | Причина различия |
|---|---|---|---|
| Пресс-форма закрытие | 1.2 | 1.2 | То же |
| Впрыск + давление удержания | 1.8 | 1.8 | То же |
| Охлаждение (включая частичное давление удержания) | 3.5 | 4.5 | +1,0 Эффект теплоизоляции этикетки |
| Открытие формы | 0.8 | 0.8 | То же |
| Выброс + удаление продукта | 0.7 | 0.7 | То же |
| Размещение этикетки | — | 1.0 | +1,0 Этикетка робота отбор, позиционирование, вакуумная адсорбция |
| Итого | 8.0 | 10.0 | +2.0 |
Видно, что из 2 секунд, добавленных к циклу этикетирования, около 1 секунды используется для размещения этикетки, а другая 1 секунда — это время охлаждения, которое приходится увеличивать, поскольку этикетка препятствует охлаждению.
В отсутствие маркировки расплав ПП непосредственно контактирует с поверхностью стали формы, теплопроводность высокая (около 15–20 Вт/м·К), тепло быстро передается в канал охлаждающей воды. Тонкостенные детали быстро заполняются и могут быстро вступать в этапы поддержания давления и охлаждения.
Внутриформенная этикетка представляет собой пластиковую пленку (обычно ПП или ПЭ толщиной 40–80 мкм) с теплопроводностью всего 0,2–0,3 Вт/м·К, что эквивалентно добавлению теплоизоляционного слоя между расплавом и поверхностью формы. Тепло должно проникнуть в этикетку, прежде чем оно сможет передаться стали формы, что приводит к снижению эффективности охлаждения на 30–40%.
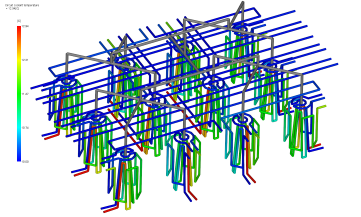
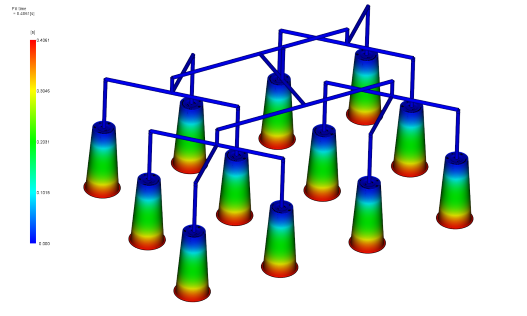
Анализ охлаждения потока пресс-формы

Анализ температурного поля продукта после маркировки в форме
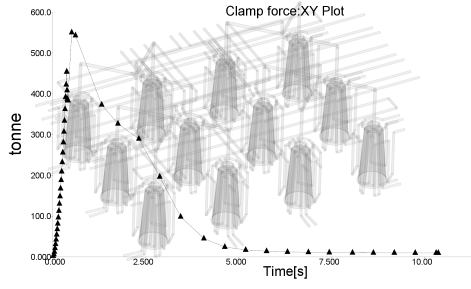
Проекционная площадь чашки чая с молоком (включая проточный канал): площадь одной полости составляет около 95 см², общая площадь 12 полостей составляет около 1140 см². Давление впрыска ПП составляет около 60-80 МПа, а необходимое усилие прижима рассчитывается исходя из среднего давления в полости 30-40 МПа:
F = 1140×35/10 ≈ 399 тонн
Следовательно, модель 480Т является достаточной и имеет запас прочности 20%.
Если ширина формы составляет 1100 мм, необходимо выбрать термопластавтомат с расстоянием между стяжными стержнями ≥ 1100 мм. В конечном итоге для этого проекта была выбрана отечественная модель 480T с расстоянием между рулевыми тягами 1200×1000 мм, наличие которой было подтверждено.

Расположение полостей пресс-формы и анализ прочности конструкции
В этикетке используется полипропиленовая пленка толщиной 50 мкм, 6-цветная глубокая печать + антистатическое покрытие; Робот использует трехосный сервопривод, 12 комплектов независимых вакуумных присосок и точность захвата и размещения ±0,1 мм, что соответствует требованиям высокоскоростного производства.
Анализ коробления и точности размеров при формовании продукта
| Статья затрат | Цена/ставка за единицу | Седневная стоимость (руб.) | Стоимость единицы (руб.) |
|---|---|---|---|
| ПП-сырье (15 г/только) | 8,5руб/кг | 13,219 | 0.1276 |
| Вплавляемая этикетка | 0,08руб/только | 8,294 | 0.0800 |
| Плата за электроэнергию (общая мощность оборудования 90 кВт) | 0,8руб/кВтч | 1,728 | 0.0167 |
| Рабочая сила (2 человека из трех) смены) | 300руб./чел./смена | 1,800 | 0.0174 |
| Амортизация пресс-формы (5 лет) | Плата за пресс-форму 4 114 251 руб. | 192 | 0.0019 |
| Техническое обслуживание/расходные материалы | — | 500 | 0.0048 |
| Итого | — | 25,733 | 0.2484 |
Цена около 0,35–0,45 руб./шт., валовая прибыль около 29–45%, а срок окупаемости инвестиций составляет около 8–12 месяцев.
Цикл маркировки на 2 секунды дольше, чем без маркировки: 1 секунда на размещение этикетки и 1 секунда на компенсацию потерь охлаждения, что является объективной стоимостью процесса IML; ширина формы 1100 мм должна соответствовать литьевой машине с большим пространством для литья под давлением; температура материала рекомендуется 240–260°С, что более безопасно.
Этикетирование в форме — это систематический проект. Пресс-форма, робот, устройство подачи этикеток и термопластавтомат должны быть отлажены совместно и не должны использоваться вместе.
Видео о производстве пресс-форм:

Нажмите на картинку, чтобы просмотреть видео о производстве на YouTube.
Постскриптум: данные в этой статье основаны на оценке реальных случаев массового производства. Коллеги по отрасли приглашаются к дальнейшему общению по таким темам, как оптимизация охлаждения, контроль статического заряда этикеток и быстрая смена пресс-форм.