——HT Mould1 Проектирование и производственная практика высокопрочной формы с 8 гнездами
Привет всем, я технический инженер в HT Mould. Сегодня я хотел бы поделиться с вами типичным кейсом, который мы недавно завершили - комплектом литьевых форм для производства прозрачных крышек коробок для упаковки шоколада PS. Этот набор форм имеет компоновку 1 из 8 гнезд, а материалом изделия является прозрачный полистирол (ПС), к которому предъявляются высокие требования к качеству поверхности, точности размеров и эффективности производства. После почти года проверки массового производства пресс-форма работает стабильно, с выходом продукции более 98,5% и ожидаемым сроком службы от 5 до 6 миллионов пресс-форм. Ниже приведены некоторые из наших методов и мыслей в ходе процессов проектирования, производства, отладки и обслуживания.

Инженерная практика H T Mould по разработке и производству высокоресурсной 8-гнездной формы
Окончательным решением, которое мы выбрали, была форма с горячими литниками 1 из 8 с симметричным расположением горячих сопел, чтобы обеспечить сбалансированное заполнение каждой полости.
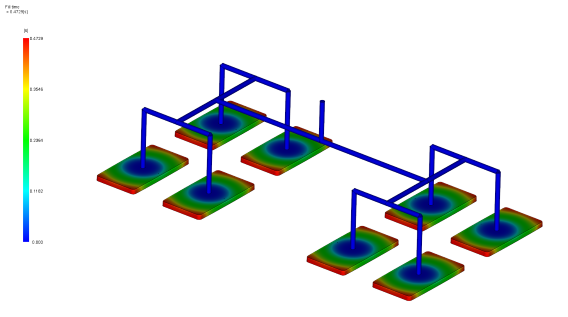


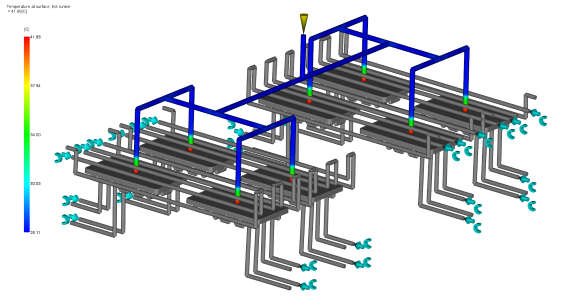
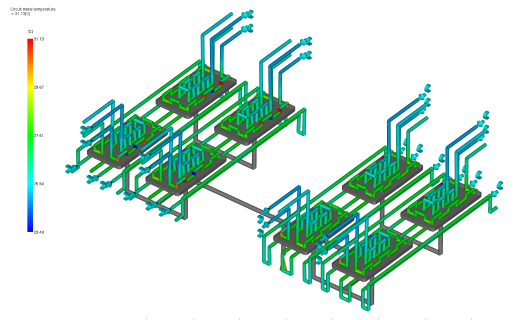
На этапе проектирования пресс-формы мы используем программное обеспечение для анализа текучести пресс-формы для моделирования процессов наполнения и охлаждения. Ключевые данные следующие:
| аналитический проект | Значения | Описание |
|---|---|---|
| Время заполнения | 0,4729 секунд | Остаток заполнения, отсутствие видимых следов потока |
| Хладагент температура | 26.30℃ | Повышение температуры ≤1,3℃, равномерное охлаждение |
| Температура поверхности горячеканального канала | 41.88℃ | Стабильная температура |
| Температура металла полости | 31.73℃ | Небольшое внутреннее напряжение и отсутствие деформации |
На основании результатов анализа текучести пресс-формы мы спроектировали достаточные пути охлаждающей воды в форме и приняли конформную структуру охлаждения для обеспечения равномерного охлаждения каждой полости.
Клиент требует, чтобы срок службы пресс-формы был гарантирован для 3 миллионов форм, а при нормальном использовании может достигать 5-6 миллионов форм. Это выдвигает более высокие требования к материалам форм, термической обработке и конструктивному проектированию.
Материалы основания и полости формы: Основание формы изготовлено из импортного S50C, а полость и сердечник изготовлены из высококачественной стали. После вакуумной термообработки твердость достигает HRC48-52, что обеспечивает хорошую износостойкость и усталостную прочность. Ключевые компоненты, такие как горячие сопла и ползунки, изготовлены из высокопрочной инструментальной стали для горячей обработки.
Выхлопная система: Выпускную канавку необходимо проверять и очищать каждые 100 000 форм, поэтому мы зарезервировали вытяжную вставку для облегчения разборки и обслуживания во время проектирования. Глубина выпускной канавки контролируется на уровне 0,02-0,03 мм, что позволяет эффективно выводить газ из полости, не вызывая вспышки.
Управление изнашиваемыми деталями: Проверяйте горячие сопла, пружины, штифты газовых эжекторов, износостойкие блоки и другие компоненты каждые 1 миллион раз формовки. Пружины импортного производства, а степень сжатия контролируется в пределах 30%, чтобы обеспечить долгосрочное использование без сбоев. Выталкивающий штифт имеет конструкцию с воздушной крышкой, предотвращающую побеление или повреждение прозрачных продуктов.
Ежедневное обслуживание: Форму необходимо смазывать каждый день. Мы установили централизованные точки заправки смазочного масла и автоматическую систему смазки на пресс-форме, чтобы уменьшить сложность ручного управления.
| Название параметра | Фактическое значение |
|---|---|
| Время впрыска | 0,55 секунды |
| Конечное положение впрыска | 107,7–107,8 мм |
| Положение переключения давления | 37,8–38,2 мм |
| Оставшееся количество материала | 37,4–37,6 мм |
| Плавление положение | 101,2-101,3 мм |
| Время плавления | 3,63-3,77 секунды |
| Время открытия формы | Около 3,18 секунды |
| Время закрытия формы | 1,77 секунды |
| Цикл период | 14,01-14,14 секунд |
| контроль температуры | Значения |
|---|---|
| Температура ствола | 255-260℃ |
| Температура горячеканального канала | 240-260℃ |
| Температура охлаждающей воды пресс-формы | 26.3℃ |
Из данных видно, что оборудование работает стабильно и диапазон колебаний каждого параметра очень мал. Это связано с хорошей конструкцией формы и состоянием оборудования.
| Тип проблемы | Анализ причин | Решение |
|---|---|---|
| Следы потока прозрачных продуктов | Отклонение литника небольшое, слишком быстрое заполнение | Увеличьте литник и поэтапно контролируйте скорость впрыска |
| Некоторые полости не достаточно заполнен | Температура горячеканального канала несбалансирована | Отрегулируйте температуру и ворота, разница в весе ≤0,5% |
| Плохой выхлоп при длительном производстве | Отложения углерода в выпускной щели | Очищайте выпускную щель каждые 100 000 форм |
| Цикл технического обслуживания | Содержание обслуживания |
|---|---|
| Ежедневное обслуживание | Добавьте масло в скользящие детали, проверьте охлаждающую воду, проверьте внешний вид продукта |
| Каждые 100 000 модулей | Очистите выхлопные канавки, проверьте выталкивающий штифт/ползун/ползун носить |
| Каждый 1 миллион формовок | Проверьте горячее сопло/пружину/воздушную крышку/износостойкий блок и тщательно очистите водный канал |
В соответствии с этим планом технического обслуживания, форма по-прежнему будет в хорошем состоянии, когда она достигнет 3 миллионов формировок, и ожидается, что она будет продолжать использоваться до 5-6 миллионов формировок.
| Сравнительный проект | Обычная пресс-форма | Решение H T Mould |
|---|---|---|
| Срок службы пресс-формы | 1-2 миллиона пресс-форм | 5-6 миллионов пресс-форм |
| Выход продукта | 95% | Более 98,5% |
| Затраты на обслуживание | Высокие | Низкий (модульный и легко заменяемый) |
| Время охлаждения | Контроль | Сокращено примерно на 15% |
В настоящее время стабильно произведено более 2 миллионов пресс-форм формы, с выходом более 98,5%. Цикл формования единичной детали составляет около 14 секунд, а 8 гнезд производят 8 изделий на форму. Ежедневная производственная мощность значительна.
Ключ к успеху этой прозрачной формы для крышки упаковочной коробки для шоколада PS заключается в адекватном раннем анализе текучести формы, разумной конструкции конструкции формы, строгом выборе материалов и научном плане технического обслуживания. Проектирование пресс-форм не создается в одночасье, и его необходимо постоянно оптимизировать на основе теоретического анализа и в сочетании с опытом производства на месте.
Для прозрачных форм для изделий особого внимания заслуживают следующие моменты:
- Конструкция системы разливки должна полностью учитывать баланс потока и теплоту сдвига
- Система охлаждения должна обеспечивать равномерное охлаждение в каждой зоне
- Вытяжная система должна быть надежной и легко очищаемой
- Система выброса позволяет избежать выброса и напряжения отметки
В то же время достижение срока службы пресс-формы зависит не только от проектирования и производства, но также от стандартизированной эксплуатации и регулярного технического обслуживания во время использования. График технического обслуживания, который мы предоставляем, имеет замечательные результаты в практическом применении и достоин продвижения в других подобных проектах.
Вышеупомянутый случай описан на этот раз. Надеюсь, это будет полезно коллегам, занимающимся проектированием пресс-форм и литьевым производством. Добро пожаловать для общения и обсуждения!
Технический инженер H T Mould Чжан Гун