
Нажмите на картинку, чтобы просмотреть видео производства
Дорогие клиенты, друзья и коллеги, здравствуйте!
Я Гонг Чжан из HT Mold. Сегодня я хотел бы поделиться с вами относительно представительным проектом, который мы недавно завершили ——Разработка пресс-форм и оптимизация массового производства прозрачной коробки для упаковки шоколада PS. В этом наборе форм используютсяРасположение 1 из 8 полостейПродукт представляет собой прозрачную упаковочную коробку для шоколада, к которой предъявляются высокие требования к чистоте поверхности, однородности размеров и эффективности формования.
Благодаря этому проекту мы не только решили распространенные проблемы, связанные с появлением пятен и пузырей на прозрачных деталях, но также достигли хороших результатов с точки зрения стабильности массового производства. Ниже я начну сХарактеристики продукта, анализ текучести пресс-формы, проектирование пресс-форм, отладка процесса литья под давлением, данные массового производстваРасшириться в пяти измерениях.
Заказчику необходимо произвестиКвадратная упаковочная коробка для шоколада, материал ПС (полистирол),ТребоватьВысокая прозрачность, без видимых следов течения, без пузырьков, без серебряных полос, с одинаковой толщиной стенок и стабильными размерами открытия и закрытия. Ожидается, что производство будетБолее 500 000 штук в месяц, поэтому мы рекомендуем использовать1 из 8 решений для горячеканальных пресс-форм, чтобы повысить эффективность и снизить себестоимость единицы продукции.
Материал PS сам по себе обладает хорошей текучестью, но его прозрачность чрезвычайно чувствительна к процессу: при слишком высокой температуре он легко разлагается и желтеет, а при слишком низкой температуре возникают внутренние напряжения или следы течения; если скорость впрыска слишком высокая, появятся следы распыления, а если скорость впрыска слишком низкая, следы сварки будут очевидны. Это выдвигает более высокие требования к конструкции пресс-форм и процессу литья под давлением.
Прежде чем официально открыть форму, мы использовали Moldflow для проведения полного анализа текучести формы. Фотографии во вложении — это результаты анализа на тот момент. Я выделю несколько ключевых моментов для разговора:
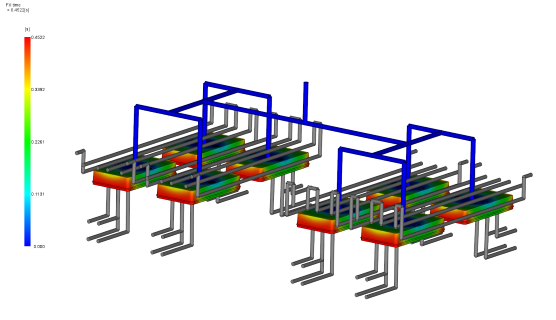
1. Анализ времени заполнения(Время заполнения = 0,4729 с)
Время заполнения контролируется на уровне около 0,47 секунды, заполнение каждой полости в основном сбалансировано, а разница между максимальным и минимальным временем заполнения контролируется в пределах 10%, что идеально подходит для многополой формы с 1 из 8.
2. Распределение температуры пресс-формы
Судя по «Температуре металла в контуре» (31,7~31,9°C) и «Температуре охлаждающей жидкости в контуре» (25,65~26,30°C), путь охлаждающей воды спроектирован разумно, а разница температур поверхности формы контролируется в пределах 1°C, что очень важно для предотвращения коробления и неравномерной усадки прозрачных деталей из полистирола.
3. Температура поверхности горячего литника(41,88°С)
Температура наконечника горячего литника контролируется должным образом, чтобы предотвратить попадание холодного материала в полость формы и уменьшить появление следов течения.
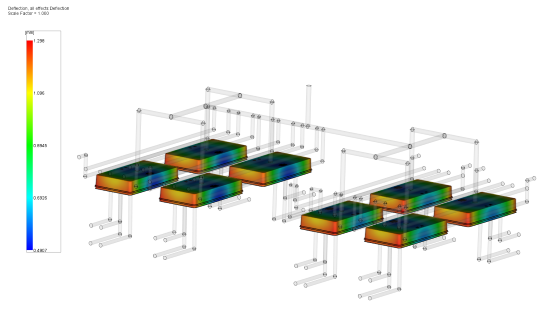
4. Анализ деформации коробления(Прогиб 0,8945 мм → 0,4907 мм)
Коробление первоначального плана было слишком большим. Регулируя положение канала охлаждающей воды и оптимизируя кривую поддержания давления, мы контролировали конечную деформацию в пределах 0,5 мм, чтобы соответствовать требованиям упаковочной коробки.
Анализ текучести пресс-формы позволяет заранее избежать как минимум трех рисков:Несбалансированное наполнение, локальный перегрев и чрезмерное коробление.. Именно поэтому в H T Mould мы настаиваем на подходе «сначала анализ, потом открытие формы».
По результатам анализа мы определили следующие решения пресс-форм:

Оборудование для массового производства — литьевая машина Aotai. Из реальных производственных параметров навесного оборудования мы выделили следующие ключевые настройки:
Судя по 10 последовательным производственным циклам, записанным во вложении:
| цикл | Время заполнения | Время закрытия формы (с) | Время открытия формы (с) | Общий цикл(ы) | средняя скорость впрыска | Максимальное давление впрыска (бар) |
|---|---|---|---|---|---|---|
| 0-9 | 3.91~4.06 | 1.71 | 1.89~1.90 | 9.34~9.46 | 212~222 | 141~148 |
Во вложении показано использованиемногоступенчатый впрыск(P1/P2/P3):
- P1: 65 бар, 65%
- P2: 100 бар, 70%
- P3: 0 бар, 0%
«Режим удержания» используется для удержания давления, что эффективно уменьшает усадку.


На этапе испытания пресс-формы мы столкнулись с несколькими типичными проблемами:
Проблема 1: в некоторых полостях появляются небольшие следы текучести.
→ Отрегулируйте температурный баланс горячеканального канала. После проверки выяснилось, что степень нагрева сопла №2 низкая (9,1%). После коррекции температура каждой полости была постоянной, а следы течения исчезли.
Проблема 2: во время извлечения из формы на поверхности изделия возникает деформация.
→ Увеличьте количество выталкиваний и оптимизируйте расположение выталкивающих штифтов, уменьшив при этом конечное значение удерживающего давления и уменьшив удерживающую силу.
Проблема 3: Цикл слишком длинный (более 12 секунд).
→ Оптимизируйте поток охлаждающей воды, сократите время охлаждения с 4,5 секунд до 3 секунд и отрегулируйте кривую скорости открытия формы (см. «Начальное изменение скорости / Конечное изменение скорости» в приложении), чтобы цикл стабилизировался на уровне 9,4 секунды.
В настоящее время этот набор форм стабильно работает уже более12000 МодзиПри наличии 8 полостей на форму выход продукции увеличился с 98,5% на начальном этапе испытаний формы до99.8%. Основные результаты заключаются в следующем:
| Индекс мощности | числовое значение |
|---|---|
| Цикл формования | 9,4 секунды/режим |
| Количество случаев на случай | 8 штук |
| Теоретическая максимальная суточная производственная мощность (24 часа) | Около 73 500 штук. |
| Фактическая суточная производственная мощность (КПД 85 %) | Около 62 000 штук. |
| Урожай | 99.8% |
Внешний вид прозрачных деталей утверждается заказчиком.Полная проверка, без следов течи, пузырей, серебряных полос, размер КПК достигает1,33 или выше, полностью соответствует требованиям упаковочной коробки.
Отзывы клиентов, этот набор формстабильностьиПрозрачность производительностиПревзойдя все ожидания, сочетание производительности одной пресс-формы из 8 изделий и быстрого цикла за 9,4 секунды значительно снизило стоимость одной детали и добавило второй набор заказов на пресс-формы того же типа.
В рамках этого проекта мы обобщили несколько пунктов дляPS прозрачная многоместная формаМысли:
1. Анализ текучести пресс-формы – это не просто формальность, который напрямую определяет положение ворот, баланс охлаждения и контроль коробления. Аналитические данные этой формы полностью соответствуют параметрам массового производства.
2. Точность контроля температуры горячеканального каналаЭто спасательный круг прозрачных деталей. Он незаменим для независимого ПИД-регулирования каждой зоны, функции сохранения тепла и синхронного предварительного нагрева.
3. Скорость впрыска должна быть «быстрой, но не хаотичной».Прозрачные детали PS подходят для наполнения на средней и высокой скорости, но следует избегать впрыска, поэтому мы используем многоступенчатую кривую впрыска.
4. охлаждающий балансБолее важно, чем простое снижение температуры формы, необходимо контролировать разницу температур поверхности формы в пределах 1°C, чтобы обеспечить однородность нескольких полостей.
5. Выброс и выхлопДетали определяют долгосрочную стабильность, не упрощайте систему выброса для экономии затрат.
И последнее, что хотелось бы добавить: многие коллеги склонны путать «количество форм» и «количество деталей» при расчете мощности по производству многоместных пресс-форм. Возьмем этот случай в качестве примера:
- Время цикла 9,4 секунды → 383 формы в час → 8 штук на форму → 3064 предмета в час
- Теоретическая стоимость составляет около 73 500 штук за 24 часа в сутки. Фактическое производство учитывает изменения пресс-форм, очистку оборудования, проверки качества и другие факторы и рассчитывается на основе 85% производительности.Ежедневная производственная мощность составляет около 62 000 штук., это реальные и надежные данные о производственной мощности.
HT Mold стремится предоставить клиентам «Анализ-проектирование-испытание пресс-формы-массовое производство«Полное технологическое обслуживание. Хотя этот набор форм для прозрачных коробок для упаковки шоколада PS технически не самый сложный, онПрозрачная многополая прецизионная формаТипичный представитель. Я надеюсь, что сегодняшний рассказ вдохновит всех.
Если у вас также есть изделия с похожими прозрачными деталями, многоместными формами или высокими требованиями к внешнему виду, свяжитесь с нашей технической командой H T Mould. Мы не только изготавливаем пресс-формы, но и хорошо разбираемся в технологии литья под давлением.
Спасибо всем!
——HT Mold Чжан Гун