Примечание: суммы, изначально указанные в CNY, пересчитаны в RUB по курсу 1 CNY = 11.7550024245 RUB.
На современном рынке чая цельная крышка с носиком (также известная как «соединенная крышка») постепенно стала стандартной особенностью чашек для чая с молоком и фруктового чая среднего и высокого класса благодаря своей интегрированной конструкции, отсутствию необходимости вставлять отдельную соломинку, хорошему закрыванию и удобному питью. Однако по сравнению с обычными арочными крышками конструкция соединительной крышки более сложная: она включает в себя корпус крышки, откидную крышку, всасывающую насадку и соединительные ребра, что выдвигает более высокие требования к конструкции пресс-формы и процессу литья под давлением. В то же время, поскольку расходные материалы большого объема, контроль затрат по-прежнему является основным конкурентным преимуществом.
В этой статье в качестве примера используется линейная крышка с 90 отверстиями для систематического анализа того, как решение с горячеканальным игольчатым клапаном с 16 полостями может обеспечить сверхкороткий цикл в 6,5 секунды и ежедневную производительность в 212 000 штук. Он также разбирает логику контроля затрат на пять аспектов: сырье, потребление энергии, инвестиции в пресс-формы, техническое обслуживание и автоматизацию, предоставляя рекомендации по снижению затрат и повышению эффективности аналогичных продуктов.
Соединительные колпачки калибра 90 обычно используются с большими чашками для чая с молоком или ведрами для фруктов. Требования:
Корпус крышки + откидная крышка + всасывающая насадка интегрированы, откидную крышку можно открывать и закрывать несколько раз;
Соединительные ребра (шарниры) обладают хорошей гибкостью и не ломаются при многократном сгибании;
Сопло и крышка имеют хорошую герметизацию и не допускают утечек при перевернутом положении;
Без маркировки, обычно полупрозрачный или белый полипропилен;
Цена чувствительна, заводская цена одной штуки составляет около 1,76–2,35 руб., а размер прибыли ограничен.
Цель клиента: круглосуточное непрерывное производство с ежедневной производительностью около 212 000 штук. В расчете на пресс-форму с 16 гнездами требуемый цикл составляет 6,5 секунды. Рассчитано: 3600 секунд/6,5 секунд ≈ 554 модуля/час, 554×16=8864 штук/час,×24=212 736 штук/день, что соответствует цифре 212 000 шт. Таким образом, целевой период заблокирован на 6,5 секунд, что короче, чем у обычного купола (7 секунд), а задача сложнее.
| проект | параметр |
|---|---|
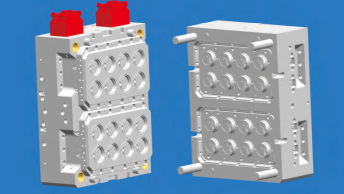
| Название формы | 90-портовая соединительная крышка (цельная крышка с всасывающим соплом) |
| Количество формовочных полостей | 16 гнезд (расположение 4х4) |
| Размер пресс-формы | 630×820×550 мм |
| Подходит для литьевых машин. | Усилие зажима 420 тонн |
| Материал изделия | ПП (температура плавления 310 ℃) |
| Цикл формования | 6,5 секунд |
| Ежедневная производительность | Около 212 000 |
Размер формы немного меньше формы купола (650×850×530), но конструкция более сложная, поскольку необходимо сформировать откидную крышку, всасывающее сопло и шарнир. Компоновка с 16 гнездами компактна и позволяет полностью использовать пространство шаблона станка 420T.
Из-за наличия откидной крышки и всасывающей насадки толщина стенок подключаемой крышки распределена неравномерно (всасывающая насадка толще, около 1,8 мм, корпус крышки тонкий, около 0,8 мм). Если используется холодный литник, это не только приведет к серьезной потере напора материала, но также может привести к дисбалансу заполнения и образованию раковин. В этой форме используется полностью горячеканальное сопло игольчатого клапана, а 16 независимых игольчатых клапанов контролируют подачу клея соответственно.
Экономические преимущества решения с игольчатым клапаном:
| проект | холодный бегун | Открытый горячий бегун | Горячий канал с игольчатым клапаном (в данном случае) |
|---|---|---|---|
| Вес материала/полость | 3,2 г (из-за сложной структуры) | 0,6 г | 0 г |
| Возврат материальных потерь | около 18% | Около 3,5% | 0% |
| Знаки ворот | Нужно отрезать, легко повредить шарнир | Имеется рисунок, который влияет на откидную крышку | Гладкая, без постобработки. |
| Стоимость рабочей силы | Высокая (обрезка ворот + обрезка) | Средний (чистая чистка) | чрезвычайно низкий |
Учет затрат: Вес нетто каждой крышки кабеля составляет примерно 12,5 г (включая корпус крышки, откидную крышку и всасывающую насадку). Решение с холодными литниками имеет напор материала около 3,2 г на полость, а коэффициент использования сырья составляет всего 79,6%. Рассчитано из расчета на ПП сырье 8000руб/тонна:
Отходы хладноканального сырья на 10 000 шт.: 3,2г×10 000=32 кг → 256руб./10 000 шт.
Игольчатый клапан горячеканальный: 0руб./10 000 шт.
Ежедневный объем производства составляет 212 000 единиц, что позволяет экономить около 6 383 руб. затрат на сырье в день и около 191,6 руб. годовой экономии (из расчета на 300 дней). Инвестиции в систему игольчатых клапанов с 16 полостями составляют около 82,29-105,8 руб., которые окупаются за 6 месяцев.
Крышка проводки не требует маркировки в форме, форма не требует механизмов вакуумной адсорбции и позиционирования этикетки, а конструкция относительно упрощена. Однако требуется особое внимание: в зоне откидной крышки и всасывающего сопла не должно быть следов литников или выталкивателей, поэтому точку входа клея необходимо выбрать скрытой, внутри корпуса крышки или на краю. В этой форме шибер игольчатого клапана установлен внутри корпуса крышки рядом с шарниром, что не только обеспечивает баланс наполнения, но и не влияет на внешний вид и герметичность.
| действие | время (секунды) | иллюстрировать |
|---|---|---|
| Зажим формы | 0.5 | Зажим пресс-формы на высокой скорости и под низким давлением |
| Впрыск + удержание давления | 1.3 | Игольчатый клапан открывается последовательно, заполняя сначала крышку, а затем всасывающую насадку. |
| остывать | 3.2 | Основное время, короче свода |
| Открытие формы | 0.5 | Быстрое открытие формы |
| Катапультирование + подбор робота | 1.0 | 16 продуктов выбрасываются одновременно, чтобы предотвратить прилипание откидных крышек. |
| общий | 6.5 | - |
Почему время охлаждения оболочки кабеля короче? Хотя соединительная крышка имеет сложную конструкцию, средняя толщина стенки (около 1,0 мм) немного тоньше, чем купольная крышка (около 1,2 мм), а на всасывающем сопле предусмотрен независимый контур охлаждения, поэтому эффективность теплообмена выше. Температура охлаждающей воды составляет 18-22 ℃, давление воды 0,55 МПа, а конформный водяной канал используется для охлаждения самой толстой части (1,8 мм у основания сопла) до температуры извлечения из формы за 3,2 секунды.
Машина для литья под давлением приводится в движение серводвигателем 420T, а фактическое энергопотребление на форму составляет около 0,21 кВтч (немного ниже, чем 0,22 кВтч купольной крышки, поскольку цикл короче и мощность нагрева немного ниже). Рассчитано на основе периода 6,5 секунды:
Примерно 554 режима в час (3600÷6,5)
Потребляемая мощность в час: 554 × 0,21 ≈ 116,3 кВтч.
Из расчета 9,4 руб. за киловатт-час: 1 093 руб./час.
Счет за электроэнергию для одного изделия: 93,0 ÷ (554×16) ≈ 0,0105руб./шт.
При использовании традиционного асинхронного двигателя счет за электроэнергию для одного агрегата составляет около 0,1998 руб., а сервомодель экономит около 52,9 руб. в год.
Используйте ударопрочный сополимер ПП с высокой текучестью (например, ПП К8003 или аналогичный) с индексом плавления около 15-20 г/10 мин, принимая во внимание заполняющую способность и гибкость шарнира. Вес нетто каждой крышки кабеля составляет 12,5 г (включая корпус крышки, откидную крышку, всасывающую насадку и соединительные ребра). Цена сырья рассчитана из расчета 8200руб./тонна (сополимер ПП немного выше гомополимера):
Стоимость разового сырья: 0,0125кг × 8,2руб/кг = 1,2 руб.
Суточная стоимость сырья: 212 000 × 0,1025 ≈ 255 436 руб.
Годовая стоимость сырья: ок. 7 664 руб. (300 дней)
Система игольчатых клапанов не допускает отходов возвращаемых материалов и является первой линией защиты для контроля затрат на сырье. В то же время используется управление с обратной связью, чтобы поддерживать постоянный объем инъекции в каждую полость (отклонение веса ± 0,15 г), чтобы избежать потерь при многократных инъекциях.
Соединительные ребра (шарниры) имеют толщину всего 0,3-0,4 мм и должны быть гибкими, но не ломающимися. Процесс необходимо контролировать:
Скорость впрыска: средняя скорость (около 60 мм/с), чтобы избежать разрыва шарнира в результате удара;
Температура формы: шарнирная область частично повышается до 45-50°C (с помощью независимых нагревательных стержней), чтобы продлить время кристаллизации и улучшить гибкость;
Удерживающее давление: низкое удерживающее давление (30 МПа) для предотвращения чрезмерного выдавливания и утончения шарнира.
Благодаря вышеуказанному контролю испытание на изгиб шарнира может достигать более 10 000 раз без разрушения, что намного превышает отраслевой стандарт (3 000 раз).
| плохой тип | Пропорция |
|---|---|
| Шарнир отсутствует или сломан | 1.2% |
| Сопло мигает | 0.5% |
| Усадка корпуса крышки | 0.5% |
Фактическая операционная доходность составляет 97,8%. Повышение урожайности на каждый 1% снижает количество отходов на 2120 штук в день, экономит около 26,5 кг сырья (стоимостью 2551 руб.) и ежегодно экономит 76,41 руб. По этой причине в процессе строго осуществляется ежечасное взвешивание и каждую смену проверяется производительность изгиба шарниров.
Крышка проводки имеет сложную конструкцию и после выдвижения легко зацепляется друг за друга (откидная крышка может зацеплять соседние продукты). Решение:
С помощью специального захвата 16 присосок присасывают корпус чехла отдельно, чтобы избежать взаимодействия с откидной крышкой;
После того, как робот подберет детали, они помещаются непосредственно в автоматическую штабелёрную машину, складываются в группы по 20 штук, а затем транспортируются на упаковочную линию.
Каждый оператор может контролировать 4-5 термопластавтоматов одного типа (проводные крышки обслуживаются чаще, чем обычные крышки). Стоимость работ: 94 040 руб/мес/чел, каждый смотрит 4 станции → Стоимость работ за станцию примерно 23 510 руб/мес.
Затраты труда на единицу: 2000 ÷ (212 000 × 30) ≈ 0,00031руб./ед.
Почти ничтожно. При использовании полуавтоматического или ручного подборщика затраты труда на единицу продукции составят 0,2351-0,3527 руб., полностью теряя конкурентоспособность.
Горячий канал с игольчатым клапаном с 16 полостями + сложная шарнирная конструкция, высокие требования к техническому обслуживанию:
Очищайте игольчатый клапан каждые 80 000 циклов пресс-формы (около 3 дней), чтобы предотвратить его застревание;
Заменяйте уплотнительное кольцо иглы клапана и шарнирную вставку каждые 300 000 форм;
Шлифуйте втулки ворот и проверяйте область шарниров на предмет износа каждые 1 миллион циклов пресс-формы.
После переоборудования: стоимость обслуживания пресс-формы составляет около 0,0012 руб./шт., стоимость годового обслуживания — около 89,34 руб. (из расчета годового выпуска 63,6 млн штук). Немного выше, чем у обычного купола (0,0094 руб.), но значительно ниже, чем стоимость ручной подрезки ворот для решения с холодным каналом.
| Статья затрат | Сумма (руб./только) | Пропорция |
|---|---|---|
| Сырье (сополимер ПП, 8200руб/тонна) | 0.1025 | 86.5% |
| Счет за электроэнергию (сервопривод 420T) | 0.0105 | 8.9% |
| Ручной (автоматический) | 0.00031 | 0.3% |
| Обслуживание пресс-форм | 0.0012 | 1.0% |
| Заводская амортизация и другие. | 0.0035 | 3.0% |
| общий | 0.1180 | 100% |
Общая стоимость единицы составляет около 1,39 руб., тогда как рыночная цена составляет около 1,76–2,35 руб., а валовая прибыль составляет около 21–41%. По сравнению с обычными арочными перекрытиями (стоимость 1,05 руб., отпускная цена 1,18 руб.-1,41 руб.), хотя стоимость соединительного перекрытия выше, но и цена выше, и добавленная стоимость больше, поэтому размер прибыли более значителен.
Если будет принято решение с холодным каналом (стоимость сырья возрастает до 1,47 руб.) или без серводвигателя (счет за электроэнергию возрастает до 0,1998 руб.), стоимость будет близка к 1,7 руб., а прибыль будет сильно снижена. Таким образом, горячеканальная машина с игольчатым клапаном + термопластавтомат с сервоприводом является стандартной конфигурацией для производства соединенных колпачков.
| Проблемное явление | причина | решение |
|---|---|---|
| Сломанный шарнир | Недостаточная прочность материала и концентрация напряжений. | Используйте ударопрочный полипропилен, добавьте канавки для подвижных шарниров и уменьшите скорость впрыска. |
| Сопло и крышка негерметичны при совмещении | Вспышка, вмятины, неравномерное охлаждение | Добавьте независимый водный путь, увеличьте выдержку давления и проведите испытания на герметичность. |
| 16 вес полости непостоянен | Неравномерная температура горячего литника и засоренное сопло. | Независимая регулировка температуры, регулярная очистка фильтра и контроль разницы веса ≤0,2 г. |
Решение с горячеканальным игольчатым клапаном с 16 полостями для линейной формы для крышек с 90 отверстиями позволило достичь ежедневного производства 212 000 штук за цикл 6,5 секунды, а общая стоимость одной детали была снижена до 1,39 руб., что позволило добиться превосходного эффекта контроля затрат в сложных конструкционных изделиях. Основной опыт можно резюмировать следующим образом:
Горячий канал с игольчатым клапаном является основой снижения затрат на сложные конструкции: он устраняет напор материала и обеспечивает 100% использование сырья. Он особенно подходит для изделий с множеством полостей и дорогостоящего сырья;
Сверхкороткий цикл продолжительностью 6,5 секунды основан на комбинированной стратегии локальной высокой температуры в шарнирной области и сильного охлаждения в толстостенной области, разрушая инерционное представление о том, что «чем сложнее структура, тем длиннее цикл»;
ТПА с сервоприводом + автоматический подбор и штабелирование снижает затраты на электроэнергию и рабочую силу до чрезвычайно низкого уровня: единый счет за электроэнергию составляет всего 0,1234 руб., стоимость рабочей силы — 0,0036 руб.;
Литье петель – это баланс технологии и стоимости – снижение уровня поломки петель на каждый 1% дает годовую экономию 70,53-94,04 руб.;
Каждый 1% повышения доходности экономит 76,41 рубля в год. Детальное управление – это прибыль.
В будущем, по мере развития 24-местных или даже 32-местных соединительных крышечных форм, время цикла ожидается в пределах 5 секунд, а стоимость одной детали в дальнейшем снизится до менее 1,18 руб. Однако 16-гнездное решение в данном случае все же является оптимальным решением с точки зрения баланса окупаемости инвестиций - умеренные вложения (около 293,9-352,7 руб. за пресс-форму), контролируемое обслуживание и высокая стабильность. Он подходит большинству компаний, занимающихся литьем под давлением, для выхода на рынок чайных крышек среднего и высокого класса.
| проект | параметр |
|---|---|
| Количество полостей | 16 |
| цикл | 6,5 секунд |
| Ежедневная производительность | 212 000 штук |
| Вес нетто одной детали | 12,5 г |
| Стоимость сырья | 0,1025руб./всего |
| общая стоимость | 0,118руб./всего |
| Урожай | 97.8% |
| Размер пресс-формы | 630×820×550 мм |
| Адаптируемая машина | 420Т |
| Срок службы шарнира при изгибе | ≥10000 раз |
Примечание. Приведенные выше затраты основаны на сополимере ПП 8200 руб./тонну, промышленной электроэнергии 0,8 руб./кВтч и уровне рабочей силы в Восточном Китае в 2024 г. Пожалуйста, скорректируйте их на основе фактических местных цен.