В контексте постоянной модернизации индустрии упаковки чая «многофункциональная» крышка становится новым фаворитом на рынке. Так называемая многофункциональность обычно означает, что корпус крышки объединяет несколько функций, таких как откидная крышка, всасывающая насадка, вентиляционное отверстие, обратный клапан, подвесное ушко и другие функции в одном чехле, обеспечивая максимальное удобство использования одной чашки и одной крышки без необходимости использования дополнительных аксессуаров. Однако за функциональной интеграцией стоят огромные проблемы при проектировании пресс-форм и процессах литья под давлением - чрезвычайно тонкая толщина стенок (самая тонкая часть составляет всего 0,6 мм), сложная структура, высокие требования к точности размеров при сохранении стабильности и ценовых преимуществ массового производства.
В этой статье в качестве примера используется многофункциональная соединительная крышка с 90 портами, чтобы систематически объяснить с технической точки зрения, как решение с горячим соплом с игольчатым клапаном с 12 полостями может обеспечить ежедневное производство 115 000 штук за 9-секундный цикл. Также основное внимание уделяется анализу ключевых технологий регулирования фаз газораспределения, тонкостенного наполнения, проектирования систем охлаждения и комплексного формования многофункциональных конструкций.
Многофункциональная крышка с 90 портами обычно используется в высококачественных чашках для фруктового чая, чая с молоком и кофе на вынос. По сравнению с обычной соединительной крышкой добавлены следующие функциональные модули:
Эти новые конструкции приводят к крайне неравномерному распределению толщины стенок: толщина противообратного клапана составляет всего 0,6 мм, висячие проушины - 1,2 мм, а толщина основания сопла - 2,0 мм. Тонкие стенки (0,6 мм) и толстые стенки (2,0 мм) сосуществуют, что предъявляет чрезвычайно высокие требования к балансу наполнения, контролю усадки и эффективности охлаждения.
Цель клиента: круглосуточное непрерывное производство с ежедневной производительностью около 115 000 штук. Используя форму с 12 гнездами и временем цикла 9 секунд, она подходит для термопластавтоматов 420T.
| параметр | числовое значение |
|---|---|
| Название формы | Многофункциональная соединительная крышка с 90 портами |
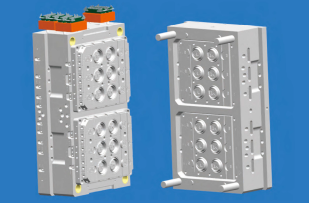
| Количество формовочных полостей | 12 полостей (расположение 2х6) |
| Размер пресс-формы | 620×1025×540 мм |
| Адаптируемая машина | Усилие зажима 420 тонн |
| Материал изделия | ПП (температура плавления 310 ℃) |
| Цикл формования | 9,0 секунд |
| Ежедневная производительность | Около 115 000 |
По сравнению с крышкой арки с 16 полостями или формой с проволочной крышкой, планировка с 12 полостями является немного «консервативной». Причина в том, что многофункциональная крышка имеет сложную конструкцию и 12 полостей позволяют оставить больше места для расположения ползунков, наклонной крыши и независимых контуров охлаждения, одновременно снижая риск несбалансированного наполнения. Между сложной структурой и большим количеством полостей 12 полостей являются оптимальной точкой баланса, подтвержденной анализом текучести пресс-формы.
| вопрос | холодный бегун | Открытый горячий бегун | Игольчатый клапан горячего бегуна |
|---|---|---|---|
| Сложность заполнения тонкостенных участков. | Большая потеря давления, легкий короткий выстрел | Ворота легко нарисовать, что сказывается на тонкой стене. | Игольчатый клапан точно контролирует время открытия и отдает приоритет заполнению тонких стенок. |
| Следы раковины в области толстых стен | Невозможно индивидуально контролировать давление удержания | Нет иглы клапана, плохой эффект поддержания давления | Задержка закрытия иглы клапана в толстостенной зоне и длительное удержание давления |
| Знаки ворот | Требует постобработки, функциональные структуры легко повредить. | Остатки вытяжки влияют на герметизацию | Гладкий и бесследный, постобработка не требуется. |
| Отходы сырья | Напор материала 15-20% | 3-5% | 0% |
Основное преимущество горячего сопла с игольчатым клапаном заключается в том, что каждый затвор может независимо контролировать время открытия и время закрытия для достижения «последовательного литья под давлением», тем самым точно управляя заполнением и удержанием давления в областях с различной толщиной стенок.
| группа клапанов | Соответствующая область | Время включения | время закрытия | Цель |
|---|---|---|---|---|
| Группа 1 (4 шт.) | Тонкостенная зона (вокруг обратного клапана и вентиляционного отверстия) | 0,00 секунды (начинается впрыск) | За 0,5 секунды до окончания инъекции | Отдавайте приоритет заполнению, чтобы избежать коротких ударов |
| Группа 2 (4 шт.) | Область средней толщины стенки (корпус, висячие уши) | 0,3 секунды после начала инъекции | Конец фазы поддержания давления | сбалансированное наполнение |
| Группа 3 (4 шт.) | Участок толстой стенки (корень патрубка, ребра жесткости) | 0,6 секунды после начала инъекции | 0,3 секунды до окончания удержания давления | Отложенное отключение, полное пополнение |
Ключевые параметры: общее время впрыска 1,5 секунды; общее время выдержки давления 2,0 секунды (выдерживание давления в два этапа); Закрытие иглы клапана осуществляется давлением воздуха (0,7 МПа), время отклика ≤20 мс.
Благодаря такому последовательному литью под давлением тонкостенная область быстро заполняется жидкостью с низкой вязкостью, а толстостенная область получает достаточное удерживающее давление на более поздней стадии наполнения, а уровень впадин снижается с 4,2% от исходной пробной формы до менее чем 0,5%.
| испытание | технические меры |
|---|---|
| Ранняя коагуляция | Температура цилиндра повышается до 310 ℃, а температура формы — до 45 ℃ (тонкостенная область локально нагревается до 55 ℃). |
| Требования к высокому напряжению | Скорость впрыска увеличена до 120 мм/с, верхний предел давления впрыска установлен на 180 МПа, настроен аккумулятор высокого давления. |
| Следы сварных швов | Отрегулируйте последовательность открытия игольчатого клапана и добавьте выпускную прорезь. |
| зона охлаждения | Соответствующая область | тип водного пути | температура воды | поток |
|---|---|---|---|---|
| Зона 1 | Тонкостенная зона (противообратный клапан, вентиляционное отверстие) | Микроконформный водный путь (диаметр 4 мм) | 22℃ | 8л/мин |
| Зона 2 | Покрытие основной площади | Кольцевой водный путь (диаметр 10 мм) | 20℃ | 15 л/мин |
| Зона 3 | Область толстой стенки (основание патрубка) | Спиральный водный путь + колодец | 18℃ | 20л/мин |
| Зона 4 | Висячие уши и ребра жесткости | Прямой водный путь (диаметр 8 мм) | 20℃ | 12л/мин |
Эта форма обеспечивает интегрированное формование шести функциональных одиночных рубок, включая обратный клапан, вентиляционные отверстия, подвесные уши и петли. Для каждой конструкции применяется специальный процесс формования, обеспечивающий надежность работы и длительный срок службы.
| параметр | установленное значение | иллюстрировать |
|---|---|---|
| Температура ствола (задняя/средняя/передняя часть/сопло) | 260/290/310/310℃ | Тонкие стены требуют высокой температуры. |
| Температура формы (подвижная/неподвижная форма) | 35/45℃ | Фиксированная площадь тонкостенной формы 55 ℃ |
| Давление впрыска (пиковое) | 165 МПа | Требования к заполнению тонких стенок |
| скорость впрыска | 120 мм/с | ступенчатое впрыскивание |
| Удерживание давления/времени | 80МПа→50МПа/2,0 секунды | Два этапа поддержания давления |
| Время охлаждения | 5,0 секунд | Общий период 9,0 секунд |
| вопрос | причина | решение |
|---|---|---|
| Залипание диафрагмы противотокового клапана в пресс-форме | Вакуумная адсорбция, диафрагма слишком тонкая | Добавьте выброс воздуха с помощью воздуха и сформируйте фаску у корня |
| Вентиляционные отверстия заблокированы | Отложение углерода в керне и деградация сырья | Регулярная ультразвуковая очистка и добавление разделительного средства. |
| 12 вес полости непостоянен | Разница температур горячего литника и рассинхронизация иглы клапана | Независимый контроль температуры, калиброванный ход иглы клапана |
Решение с горячим соплом с 12 игольчатыми клапанами для многофункциональной линейной пресс-формы с 90 портами позволило достичь ежедневного производства 115 000 штук за 9-секундный цикл, успешно преодолев проблему формования, связанную с сосуществованием тонкостенных (0,6 мм) и толстостенных (2,0 мм) конструкций. Основные моменты технологических инноваций можно резюмировать следующим образом:
| проект | параметр |
|---|---|
| Количество полостей | 12 |
| цикл | 9,0 секунд |
| Ежедневная производительность | 115 000 штук |
| Вес нетто одной детали | Около 14,0 г |
| Минимальная толщина стенки | 0,6 мм (противообратный клапан) |
| Максимальная толщина стенки | 2,0 мм (корень сопла) |
| скорость впрыска | 120 мм/с |
| Давление впрыска | 165МПа |
| зона охлаждения | Район 4 является независимым |
| Адаптируемая машина | 420Т |
Примечание. Вышеуказанные параметры основаны на фактических данных измерений сополимерного полипропиленового материала и литьевой машины с сервоприводом 420T. Пожалуйста, настройте фактическое производство в соответствии с партией сырья и условиями окружающей среды.