Примечание: суммы, изначально указанные в CNY, пересчитаны в RUB по курсу 1 CNY = 11.7550024245 RUB.
Среди аксессуаров для одноразовых чашек для чая с молоком и чашек для фруктового чая арочная крышка (арочная крышка) стала одним из наиболее часто используемых расходных материалов в магазинах для приготовления чая благодаря своим преимуществам, таким как стабильная штабелировка, хорошая герметизация и легкая вставка соломинок. Однако арочные покрытия представляют собой продукцию с низкой добавленной стоимостью, выпускаемую в больших объемах, с крайне ограниченной прибылью. Как снизить стоимость одной детали до нескольких центов, обеспечив при этом качество, является основным предложением при проектировании пресс-форм и производстве литьевых форм.
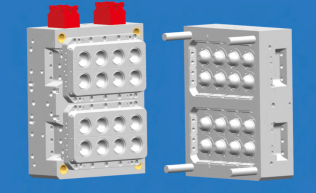
В этой статье в качестве примера используется пресс-форма для крышки арки с 90 отверстиями для систематического анализа того, как решение с игольчатыми клапанами с горячими литниками с 16 полостями обеспечивает 7-секундный цикл и ежедневное производство 197 000 штук, а также демонтирует логику контроля затрат по пяти измерениям: инвестиции в пресс-форму, потребление энергии, труд, сырье и техническое обслуживание.
Крышка арки обычно сочетается с чашкой для чая с молоком или чашкой для фруктового чая диаметром 90 калибра (диаметр 90 мм). Требования:
Арочная верхняя часть имеет определенную кривизну, что позволяет легко штабелировать ее, не прилипая;
Краевая пряжка плотно прилегает к горловине чашки, но усилие открытия составляет ≤15 Н;
Без маркировки, обычно белый, черный или прозрачный полипропилен;
Цена чрезвычайно чувствительна. Заводская цена одной штуки обычно составляет от 1,18 до 1,76 руб., а прибыль измеряется в центах.
Цель клиента: круглосуточное непрерывное производство с ежедневной производительностью около 197 000 штук. При расчете на основе пресс-формы с 16 гнездами требуемый цикл составляет не более 7,2 секунды. В итоге фактический стабильный период достиг 7,0 секунд, а ежедневная производительность составила 197 000 штук, что близко к теоретическому пику.
| проект | параметр |
|---|---|
| Название формы | Форма для крышки арки на 90 портов |
| Количество формовочных полостей | 16 гнезд (расположение 4х4) |
| Размер пресс-формы | 650×850×530 мм |
| Подходит для литьевых машин. | Усилие зажима 420 тонн |
| Материал изделия | ПП (температура плавления 310 ℃) |
| Цикл формования | 7,0 секунд |
| Ежедневная производительность | Около 197 000 |
Компоновка с 16 гнездами позволяет полностью использовать размер шаблона машины 420T. Площадь проекции с одной полостью составляет около 28 см², общая площадь проекции составляет около 450 см², а коэффициент безопасности силы зажима составляет 1,5 раза, что не только гарантирует, что форма не расширяется, но и позволяет избежать ненужной траты энергии на большую гужевую повозку.
В этой форме используется полностью горячеканальное сопло игольчатого клапана с 16 независимыми игольчатыми клапанами, каждое сопло соответствует полости. По сравнению с холодными или открытыми горячеканальными системами экономическая выгода, обеспечиваемая решением с игольчатым клапаном, выражается в:
| проект | холодный бегун | Открытый горячий бегун | Горячий канал с игольчатым клапаном (в данном случае) |
|---|---|---|---|
| Вес материала/полость | 2,5 г | 0,5 г | 0 г |
| Возврат материальных потерь | около 15% | около 3% | 0% |
| Знаки ворот | Нужно отрезать | есть чистка | Гладкая, не требует постобработки |
| Стоимость рабочей силы | Высокий (срезанные ворота) | Средний (чистая чистка) | чрезвычайно низкий |
Учет затрат: вес нетто каждой купольной крышки составляет около 9,5 г, напор материала каждой полости решения для холодных каналов составляет около 2,5 г, а коэффициент использования сырья составляет всего 79%. Рассчитано из расчета на ПП сырье 8000руб/т, стоимость отходов сырья на 10 000 изделий:
Холодноканальная система: 25 кг сырья тратится → 200руб./10 000 шт.
Игольчатый горячеканальный клапан: отходы 0 → 0руб./10 000 шт.
При ежедневном производстве 197 000 единиц ежедневная экономия затрат на сырье составляет примерно 4 631 руб., а годовая экономия составляет примерно 138,7 руб. (из расчета на 300 дней). Единовременная инвестиция в систему игольчатых клапанов с 16 полостями увеличивается примерно на 70,53-94,04 руб., которые можно окупить за полгода.
Поскольку арочная крышка не предполагает маркировку в форме, нет необходимости в вакуумной адсорбции, позиционировании этикетки и других механизмах, а конструкция формы значительно упрощается:
Устраните отверстие для адсорбции этикетки и путь для воздуха на фиксированной стороне формы;
Сэкономьте время ожидания маркировки робота (2-3 секунды);
Для системы выброса требуется только обычная нажимная пластина или выбрасывающий штифт.
Это напрямую сокращает цикл до 7 секунд (колпачки для маркировки обычно составляют 10-12 секунд) и снижает затраты на обработку пресс-формы примерно на 15%.
| действие | время (секунды) | иллюстрировать |
|---|---|---|
| Зажим формы | 0.6 | Зажим пресс-формы на высокой скорости и под низким давлением |
| Впрыск + удержание давления | 1.2 | Игольчатый клапан открывается последовательно, чтобы уменьшить напряжение. |
| остывать | 3.5 | Основное время определяет цикл |
| Открытие формы | 0.5 | Быстрое открытие формы |
| Катапультирование + подбор робота | 1.2 | Одновременно выбрасывается 16 продуктов. |
| общий | 7.0 | - |
Время охлаждения составляет 50% от общего цикла. Для компрессионного охлаждения в форме используется водяное охлаждение под высоким давлением (0,55 МПа, 18-22 ℃) в сочетании с кольцевыми эластичными водяными каналами, чтобы уменьшить самую толстую часть купольной крышки (около 1,5 мм в положении пряжки) до температуры извлечения из формы (около 60 ℃) за 3,5 секунды.
Машина для литья под давлением приводится в движение серводвигателем 420T, а фактическое энергопотребление на форму составляет около 0,22 кВтч (включая сушку, контроллер температуры формы и робота). Рассчитано на основе 7-секундного периода:
Примерно 514 режимов в час (3600÷7)
Потребляемая мощность в час: 514 × 0,22 ≈ 113 кВтч.
Из расчета 9,4 руб. за киловатт-час: 1 063 руб./час.
Счет за электроэнергию для одного изделия: 90,4 ÷ (514×16) ≈ 0,011руб./шт.
Если используется традиционная термопластавтомат с асинхронным двигателем, счет за электроэнергию для одной машины составляет около 0,2116 руб., а сервомодель экономит около 48,2 руб. в год.
При использовании гомополимера ПП (например, HP500N или аналогичных марок) индекс плавления составляет около 12-15 г/10 мин с учетом как текучести, так и ударной вязкости. Вес нетто каждого купола составляет 9,5 г (включая пряжки и купол). Цена сырья рассчитана из расчета 8000руб/тонна:
Стоимость разового сырья: 0,0095кг × 8руб/кг = 0,8934 руб.
Суточная стоимость сырья: 197 000 × 0,076 ≈ 175 996 руб.
Годовая стоимость сырья: ок. 5 278 руб. (300 дней)
Система игольчатых клапанов не допускает отходов возвращаемых материалов и является первой линией защиты для контроля затрат на сырье. В то же время используется управление с обратной связью, чтобы поддерживать постоянный объем инъекции в каждую полость (отклонение веса ± 0,1 г), чтобы избежать потерь при многократных инъекциях.
Фактический уровень эксплуатационной доходности составляет 98,5%, а основными дефектами являются:
| плохой тип | Пропорция |
|---|---|
| В пряжке не хватает материала | 0.7% |
| Летающий край | 0.5% |
| Усадочные метки | 0.3% |
Повышение урожайности на каждый 1% снижает количество отходов на 1970 штук в день, экономит около 18,7 кг сырья (стоимостью 1763 руб.) и ежегодно экономит 52,9 руб. По этой причине процесс строго предусматривает взвешивание каждые 2 часа, чтобы гарантировать стабильность веса каждой полости.
Форма с 16 гнездами оснащена высокоскоростным манипулятором (время захвата ≤ 1,2 секунды). После выброса продукт попадает прямо на конвейерную ленту и транспортируется к автоматической штабелирующей и упаковочной машине. Каждый оператор всего литьевого цеха может контролировать 6 однотипных термопластавтоматов (включая крышки арок, корпуса стаканов и т. д.).
Стоимость работ: 94 040 руб/мес/чел, каждый смотрит 6 станций → Стоимость работ за станцию около 15 669 руб/мес.
Ежедневное производство 197 000 штук → Затраты труда на единицу: 1 333 ÷ (197 000 × 30) ≈ 0,00023руб/шт.
Почти ничтожно. При использовании полуавтоматического или ручного подборщика себестоимость единицы продукции взлетит до 0,1176 руб.-0,2351 руб., что совершенно не сможет выжить на рынке низких цен.
Горячий канал с игольчатыми клапанами с 16 полостями предъявляет более высокие требования к техническому обслуживанию, но затраты контролируются с помощью следующих мер:
Очищайте иглу игольчатого клапана каждые 100 000 форм (около 5 дней), чтобы она не застряла;
Заменяйте уплотнительное кольцо иглы клапана каждые 500 000 циклов пресс-формы;
Втулки ворот шлифуются каждые 2 миллиона циклов пресс-формы.
После переоборудования: стоимость обслуживания пресс-формы составляет около 0,0008 руб./шт., а стоимость годового обслуживания составляет около 55,25 руб. (из расчета годового выпуска 59 млн штук).
В качестве примера возьмем одну купольную крышку на 90 портов (материал ПП, 9,5 г, без этикетки, горячеканальный канал с 16 гнездами):
| Статья затрат | Сумма (руб./только) | Пропорция |
|---|---|---|
| Сырье (ПП, 8000руб/тонна) | 0.0760 | 85.4% |
| Счет за электроэнергию (сервопривод 420T) | 0.0110 | 12.4% |
| Ручной (автоматический) | 0.00023 | 0.3% |
| Обслуживание пресс-форм | 0.0008 | 0.9% |
| Заводская амортизация и другие. | 0.0010 | 1.0% |
| общий | 0.0890 | 100% |
Общая стоимость единицы составляет около 1,05 руб., тогда как рыночная цена составляет около 1,18-1,41 руб., при этом валовая прибыль составляет около 10-25%. Для продуктов больших объемов это более здоровая норма прибыли. Если использовать холодный канал (стоимость сырья возрастает до 1,1 руб.) или несерводвигатель (стоимость электроэнергии возрастает до 0,2116 руб.), то стоимость будет близка к 1,27 руб., а прибыль будет практически съедена.
| Проблемное явление | причина | решение |
|---|---|---|
| В месте застежки появляются вмятины. | Недостаточное выдерживание давления и неравномерное охлаждение | Увеличьте местное охлаждение и увеличьте время выдержки до 1,2 секунды. |
| Игольчатый клапан закрывается неплотно и происходит затягивание. | Недостаточное давление воздуха, задержка закрытия. | Проверьте давление воздуха ≥0,6 МПа, отрегулируйте задержку закрытия до 0,05 секунды. |
| 16 вес полости непостоянен | Температура горячеканальной системы неравномерна и сопло засорено. | Самостоятельно регулировать температуру форсунки и регулярно очищать фильтр. |
Решение с горячеканальным игольчатым клапаном с 16 полостями для 90-портовой формы-крышки арки позволило достичь ежедневного производства 197 000 штук за 7-секундный цикл, а совокупная себестоимость одной детали снизилась до 1,05 руб., успешно поддерживая конкурентоспособность на низкорентабельном рынке. Основной опыт можно резюмировать следующим образом:
Горячий канал с игольчатым клапаном является первым рычагом снижения затрат: исключается напор материала, коэффициент использования сырья составляет 100%, а инвестиции могут быть оплачены через полгода;
Большое количество гнезд (16 гнезд) в сочетании с большим тоннажем (420 тонн) максимизирует производственную мощность и снижает общие затраты;
Термопластавтомат с сервоприводом + автоматизированный захват деталей снижают затраты на электроэнергию и рабочую силу до чрезвычайно низкого уровня;
7-секундный цикл основан на эффективном охлаждении (вода под высоким давлением 18–22°C + конформный водный путь). Каждые 0,5 секунды сокращения времени охлаждения увеличивают ежедневное производство примерно на 28 000 штук;
Повышение доходности на каждый 1% приводит к годовой экономии в размере 47,02–58,78 руб. Детальное управление – это прибыль.
В будущем, по мере развития 48-местных или даже 64-местных купольных форм, время цикла ожидается в пределах 5 секунд, а стоимость одной детали в дальнейшем снизится до уровня ниже 0,8229 руб. Тем не менее, решение с 16 полостями в этом случае по-прежнему является оптимальным решением с точки зрения баланса окупаемости инвестиций - умеренные инвестиции, простое обслуживание и высокая стабильность, и подходит для большинства компаний, занимающихся литьем под давлением.
| проект | параметр |
|---|---|
| Количество полостей | 16 |
| цикл | 7,0 секунд |
| Ежедневная производительность | 197 000 штук |
| Вес нетто одной детали | 9,5 г |
| Стоимость сырья | 0,076руб./всего |
| общая стоимость | 0,089руб./всего |
| Урожай | 98.5% |
| Размер пресс-формы | 650×850×530 мм |
| Адаптируемая машина | 420Т |
Примечание. Приведенные выше затраты основаны на ПП-сырье в размере 8 000 руб./тонну, промышленной электроэнергии в размере 0,8 руб./кВтч и уровне рабочей силы в Восточном Китае в 2024 г. Пожалуйста, скорректируйте их на основе фактических местных цен.