Примечание: суммы, изначально указанные в CNY, пересчитаны в RUB по курсу 1 CNY = 11.7550024245 RUB.
На быстрорастущем рынке фруктового чая и фруктовых напитков эффективность производства и качество внешнего вида упаковочной тары напрямую влияют на конкурентоспособность бренда. Столкнувшись с ежедневным большим объемом спроса, составляющим около 54 500 штук, обеспечение качества формования изделий большой емкости емкостью 1000 мл с учетом двух режимов производства: этикетирования в форме (IML) и без этикетирования, стало основной проблемой в проектировании пресс-форм и технологии литья под давлением. В этой статье в качестве примера используется форма для ведер для фруктов 119-1000, чтобы подробно проанализировать путь технической реализации структуры с 6 полостями, 9,5-секундным циклом (без маркировки) и 12-секундным циклом (маркировка в форме), а также поделиться ключевыми параметрами и опытом оптимизации в реальном производстве.
В последние годы объемы производства фруктового чая и фруктово-чайных напитков постоянно расширяются, и большие бочки емкостью 1000 мл (1 литр) стали «объемом продаж» сетевых чайных брендов. Этот тип ковша обычно должен отвечать следующим требованиям:
Высокопрозрачный или полупрозрачный полипропиленовый материал для отображения частиц фруктов;
Большой объем, но толщина стенок должна быть одинаковой, чтобы не было следов усадки;
Этикетирование в форме позволяет повысить узнаваемость бренда и сократить последующие процессы маркировки;
Высокая ежедневная производительность, соответствующая высокоскоростной работе линии розлива.
Целевая производственная мощность, предложенная заказчиком, составляет: круглосуточное непрерывное производство с ежедневной производительностью около 54 500 штук. При расчете на основе формы с 6 гнездами теоретический цикл необходимо контролировать в течение 11 секунд (включая время действия). После оценки были окончательно определены два набора планов:
Производство без маркировки: целевое время цикла составляет 9,5 секунды;
Производство этикеток в форме: целевое время цикла составляет 12 секунд.
| проект | параметр |
|---|---|
| Модель пресс-формы | 119-1000 форма для ведра для фруктов |
| Количество формовочных полостей | 6 полостей |
| Размер пресс-формы | 650×1110×652 мм |
| Подходит для литьевых машин. | 400 тонн (сила зажима) |
| Объем продукта | 1000мл |
| Основные материалы | ПП (температура плавления 310 ℃) |
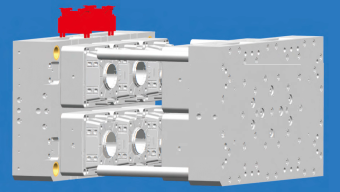
Компоновка с 6 гнездами предполагает расположение «2 × 3», чтобы обеспечить разумную площадь проекции формы на машине 400T, оставляя при этом место для робота, который может брать и маркировать.
Принято решение для смешивания горячеканального канала + короткое сопло холодного канала. Горячий канал отвечает за балансировку давления и температуры в 6 полостях. Короткое сопло холодного литника уменьшает длину головки материала и долю возвращаемого материала. После анализа и оптимизации потока пресс-формы разница во времени заполнения каждой полости контролируется в пределах 3%, что эффективно обеспечивает постоянство веса шести бочек (±0,5 г).
| проект охлаждения | параметр |
|---|---|
| Температура охлаждающей воды | 18-22℃ |
| давление охлаждающей воды | 0,5-0,6 МПа |
| проектирование водных путей | Соответствующий водный путь + водный путь перегородочного типа |
Из-за большой высоты бочки для фруктов (приблизительно 160-180 мм) традиционному прямолинейному водному пути сложно эффективно охлаждать среднюю часть бочки. В конструкции использованы трехмерные конформные водяные каналы, кольцевые водяные каналы расположены по контуру бочки и объединены спиральные перегородки для улучшения охлаждения дна и горловины. Фактическое измерение температуры показывает, что максимальная разница температур ствола составляет ≤5 ℃, а время охлаждения составляет около 50% от общего цикла.
| процесс | время |
|---|---|
| Зажим и фиксация формы | 1,2 секунды |
| Впрыск + удержание давления | 1,8 секунды |
| Время охлаждения | 4,5 секунды |
| Открытие формы | 0,8 секунды |
| Выброс продукта и удаление роботом | 1,2 секунды |
| полный цикл | 9,5 секунд |
В отсутствие маркировки робот отвечает только за извлечение продукта, и ему не нужно ждать завершения процесса маркировки. В это время термопластавтомат движется плотно, что требует плавного выброса формы и скорости захвата робота ≥ 2,5 м/с.
Основная проблема: 9,5-секундный цикл требует чрезвычайно высоких требований к охлаждению. Полипропиленовый материал впрыскивается при температуре 310°C, а для извлечения из формы поверхность полости формы необходимо быстро опустить примерно до 40-50°C. Высокая скорость теплообмена достигается за счет охлаждающей воды с температурой 18 ℃ + большой скорости потока (0,5-0,6 МПа). При этом необходимо избегать деформации горловины ствола – по этой причине в горловину ствола добавлен усиленный кольцевой канал охлаждения.
| процесс | время |
|---|---|
| Маркировка перед закрытием формы | 1,8 секунды |
| Зажим и фиксация формы | 1,2 секунды |
| Впрыск + удержание давления | 1,8 секунды |
| Время охлаждения | 5,5 секунды |
| Открытие формы | 0,8 секунды |
| Удалить продукт + этикетку вместе | 0,9 секунды |
| полный цикл | 12,0 секунд |
Трудности с размещением этикеток: Этикетки 6-ти полостей должны точно закрывать площадь товарного знака корпуса ствола и не допускают деформации. Решение состоит в том, чтобы спроектировать небольшие отверстия для вакуумной адсорбции в соответствующих положениях полости фиксированной формы. Метка будет автоматически втянута после размещения. Во время литья под давлением расплав ПП расплавляет этикетку на поверхности.
| параметр | установленное значение | эффект |
|---|---|---|
| Температура ствола | 310℃ | Убедитесь в текучести полипропилена и заполните чан емкостью 1000 мл. |
| Температура формы (подвижная форма) | 28-32℃ | Сбалансируйте кристалличность и улучшите прозрачность |
| Температура формы (фиксированная форма) | 35-40℃ (при маркировке) | Способствует слиянию этикеток |
| Давление впрыска | 85-105 МПа | Быстрое заполнение, чтобы избежать следов сварных швов |
| Удержание давления | 50-65 МПа, выдержка давления 2,0 секунды. | Предотвращайте появление раковин, особенно в толстостенных местах внизу. |
| противодавление | 8-12 МПа | Улучшение однородности пластификации |
| Температура охлаждающей воды | 18-22℃ | Стабильный теплообмен |
| давление охлаждающей воды | 0,55 МПа (рекомендуется) | Гарантированный расход ≥25 л/мин на контур |
Особое примечание: во время этикетирования из-за термического сопротивления между этикеткой (обычно ПП или ПЭТ) и расплавом необходимо повысить фиксированную температуру формы примерно до 38°C и продлить охлаждение на 0,5-1 секунду, в противном случае край этикетки склонен к «ореолу» или короблению.
Рекорд непрерывной работы за 72 часа:
| режим производства | средний период | Ежедневная производительность | Урожай | Главное плохо |
|---|---|---|---|---|
| Нет режима маркировки | 9,47 секунды | 55 200 штук | 98.3% | Следы заусенцев и пятен холодного материала на горловине ствола |
| Режим маркировки в форме | 12,05 секунды | 43 200 | 96.8% | Смещение этикетки, пузырь этикетки |
В совокупности клиенты могут гибко переключаться в соответствии с требованиями заказа: высококачественный фруктовый чай по индивидуальному заказу использует режим маркировки, а обычные рекламные модели используют режим без маркировки + внешнюю термоусадочную этикетку.
Экономические выгоды: Рассчитано из расчета 300 производственных дней в году и 24-часовой непрерывной работы:
Годовой объем производства без маркировки: 16,56 млн штук;
Годовой объем этикетирования: 12,96 млн штук.
Каждая этикетировочная бочка экономит около 0,9404 руб. затрат на рабочую силу и материалы по сравнению с постмаркировкой, а также экономит около 1211 руб. в год, покрывая дополнительные инвестиции в IML-формы.
| Проблемное явление | причина | решение |
|---|---|---|
| На корпусе ствола имеются явные следы сварных швов. | Поток в 6 камерах несбалансирован, а скорость впрыска слишком низкая. | Увеличьте скорость впрыска выше 80 мм/с и самостоятельно отрегулируйте температуру горячеканального канала. |
| Сморщивание этикетки в форме | Недостаточная вакуумная адсорбция, этикетки становятся влажными. | Вакуумные отверстия φ0,5 мм/6 на полость, влажность при хранении <50 % |
| Горловина ствола в выброшенном состоянии имеет овальную форму. | Неравномерное охлаждение и чрезмерная сила выброса | Оптимизированный канал охлаждающей воды, 8 выталкивающих штифтов диаметром 6 мм рассредоточены и выброшены. |
Благодаря большому количеству ячеек с 6 гнездами, оптимизированному конформному охлаждению и точному контролю времени, пресс-форма для ведер для фруктов 119-1000 успешно достигла стабильного производства в течение 9,5 секунд без этикетирования и 12 секунд с этикетированием в форме, с максимальной ежедневной производительностью 55 200 штук. Этот случай доказывает:
Тонкостенные контейнеры большого объема (1000 мл, толщина стенок 0,8-1,2 мм) позволяют достичь производственного цикла, близкого к циклу производства небольших стаканчиков, за счет форм с большой посадкой;
Этикетирование в форме увеличивает время цикла примерно на 25%, но общая стоимость снижается, а добавленная стоимость продукта увеличивается;
Конформное охлаждение + низкотемпературная охлаждающая вода – залог высокой эффективности. Поддержание температуры формы ниже 30°C может сократить время охлаждения более чем на 15%.
В будущем, с увеличением скорости автоматизированных манипуляторов (таких как шестиосные коллаборативные роботы) и применением систем быстрой замены пресс-форм, цикл маркировки, как ожидается, сократится до 10,5 секунд, а цикл без маркировки будет составлять менее 8 секунд, в результате чего себестоимость ведра для фруктов емкостью 1000 мл приблизится к уровню чашки объемом 500 мл.
Этот случай был успешно применен к трем ведущим поставщикам упаковочных материалов для чая в Китае и экспортирован на рынок Юго-Восточной Азии, предоставив технический шаблон многоразового использования для проектирования форм больших ведер для фруктового чая.
| проект | Нет маркировки | Этикетировка в форме |
|---|---|---|
| цикл | 9,5 секунд | 12,0 секунд |
| Ежедневная производительность | 54 500 штук | 43 200 |
| Температура формы (фиксированная форма) | 30℃ | 38℃ |
| Время охлаждения | 4,5 секунды | 5,5 секунды |
| Урожай | 98.3% | 96.8% |
Примечание. На фактическую производительность влияет стабильность термопластавтомата, температура окружающей среды и партии сырья. Перед первым серийным производством рекомендуется провести испытания DOE.