Примечание: суммы, изначально указанные в CNY, пересчитаны в RUB по курсу 1 CNY = 11.7550024245 RUB.
Автор: H T Mould, старший инженер по формованию
Автор: старший инженер по формованию H T Mould
В упаковочной промышленности прибыль часто исходит не от продажной цены одного продукта, а от количества выпускаемой продукции в час и общего объема выпуска в течение всего жизненного цикла пресс-формы. Поэтому на этапе проектирования пресс-формы мы поставили три цели:
Оценка Судя по результатам, этот набор форм полностью превзошел все ожидания.
 Нажмите на картинку, чтобы посмотреть видео
Нажмите на картинку, чтобы посмотреть видео
Это видно из реальных производственных записей:
| Ссылка на формование | Значение параметра |
|---|---|
| Время впрыска | Около 0,21 с |
| Время выдержки | Очень короткое |
| Время охлаждения | 1. 7 с |
| Открытие и закрытие формы + выброс | 3–4 с |
| Один цикл | 6,4–6,96 секунды |
Это означает:
Это первый уровень эшелона среди тонкостенных упаковочных форм.
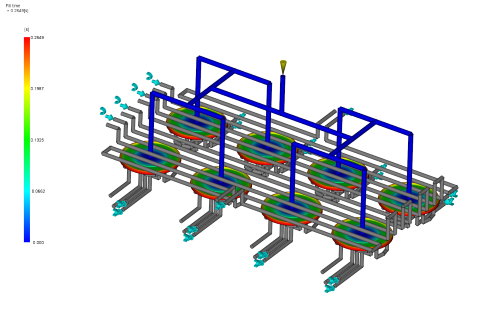
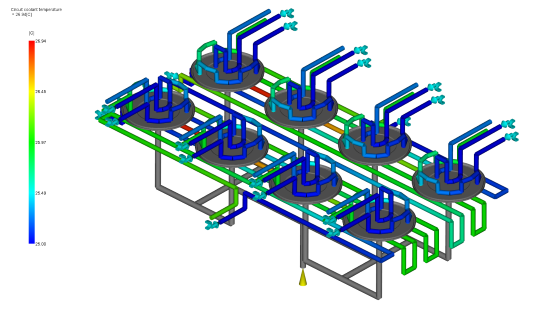
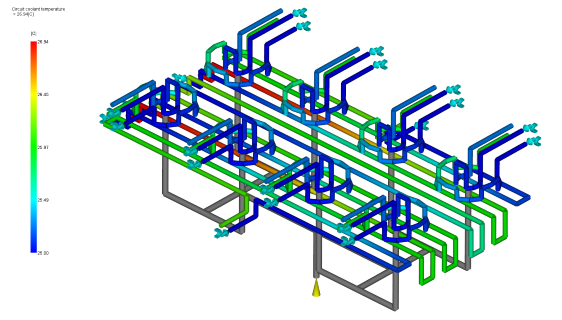
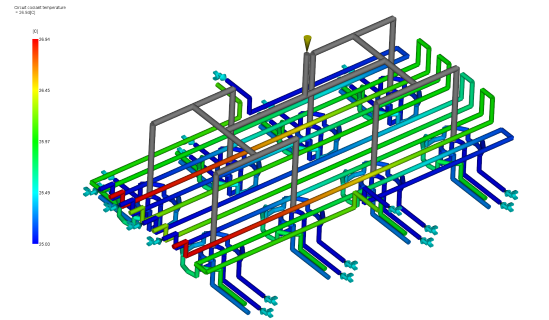
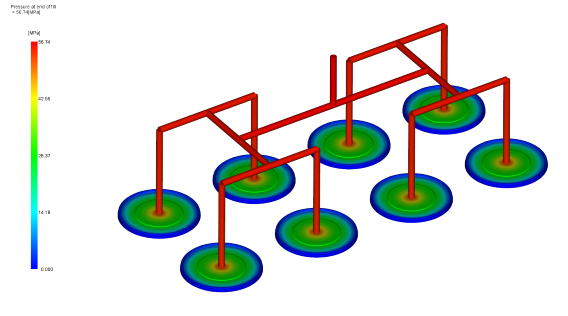
На основе данных о текучести пресс-формы мы можем подтвердить несколько ключевых моментов проектирования:
| Параметры текучести пресс-формы | Значение/характеристики | Расчётное значение |
|---|---|---|
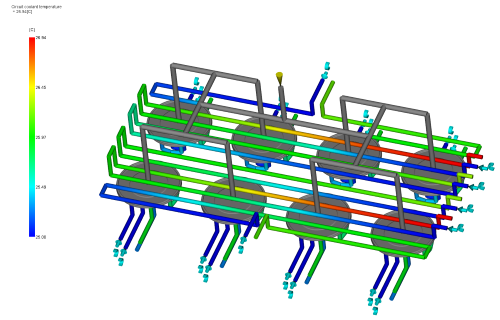
| Постоянная температура кристалла | 26,8°C | Контроль температуры формы чрезвычайно стабилен, что снижает колебания усадки |
| Температура изоляции цепи | 26 мВт/°C | Превосходная конструкция теплового баланса, позволяющая избежать локального перегрева. |
| Текущая температурная кривая | Плавная | Система нагрева реагирует быстро, без перерегулирования |
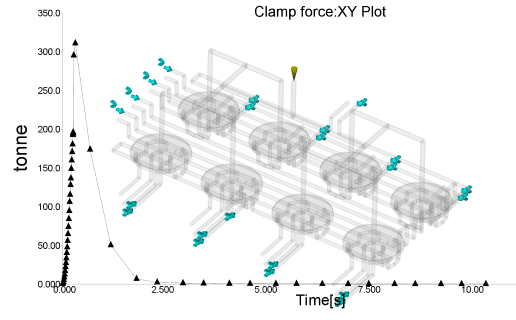
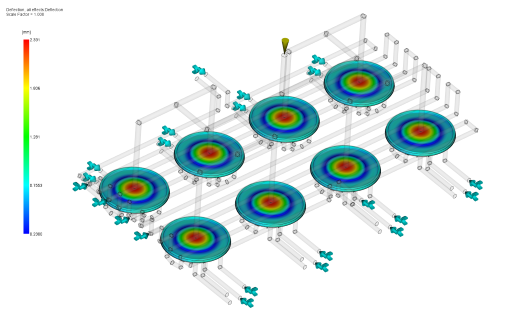
| Кривая силы зажима формы | Плавная | Усилие зажима имеет небольшие колебания, что способствует равномерному выхлопу и размеру |
| Давление воздуха | 0,5 atmHg | Конструкция выхлопа разумна, чтобы избежать попадания воздуха |
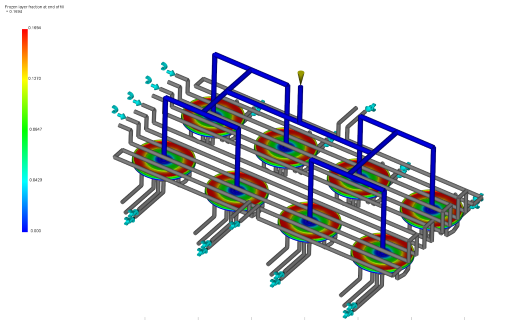
Эти детали напрямую определяют стабильность тонкостенного наполнения. ПП склонен к образованию следов текучести, недостаточному впрыску или вспышкам при высокоскоростном впрыске. Тем не менее, мы добиваемся равномерного заполнения каждой полости за счет многоточечного последовательного клапана горячего литника + точного температурного зонирования.
В интерфейсе параметров термопластавтомата можно увидеть:
| Параметры термопластавтомата | Диапазон значений |
|---|---|
| Давление впрыска | 85–95 бар |
| Давление удержания | 30–40 бар |
| Скорость впрыска | 65–95% |
| Противодавление | 35 бар |
| Скорость шнека | 144–624 об/мин (различные ступени) |
Пояснение этих параметров: Мы применяем стратегию впрыска с высокой скоростью и высоким давлением + удержание под низким давлением, чтобы обеспечить скорость наполнения и избежать остаточного напряжения.
Расчетный срок службы этого набора форм составляет 3 миллиона форм, но фактическое нормальное использование может достигать 5-6 миллионов форм. Рассчитываем на 5 млн пресс-форм:
| Статьи затрат | Значения | Результаты распределения |
|---|---|---|
| Общие инвестиции в пресс-формы | 35–470,2 руб. (включая горячеканальные каналы, обработку, испытание пресс-форм) | - |
| Стоимость пресс-форм на 10 000 пресс-форм | - | 700–9 404 руб. |
| Производительность на одну форму | 8 изделий | - |
| Стоимость пресс-форм на 10 000 изделий | - | 87–1 176 руб. |
По сравнению с обычными в отрасли 1,5–2 миллионами форм разбавление затрат снижается более чем на 40%.
Мы разработали четкий план технического обслуживания:
| Элементы технического обслуживания | Частота | Оценка затрат |
|---|---|---|
| Добавляйте смазочное масло ежедневно | 1 раз в день | чрезвычайно низкий |
| Проверьте и очистите выпускную щель | Каждые 100 000 модулей | Низкий (30 минут) |
| Проверьте горячее сопло, пружину, воздушный наконечник, износный блок | Каждый 1 миллион формовок | Средний (при необходимости замените) |
В реальной эксплуатации общие затраты на техническое обслуживание на 1 миллион модулей контролируются на уровне 35 265 – 58 775 руб., что существенно ниже среднего показателя по отрасли.
Производственные записи показывают:
| Параметры производства | Стабильный диапазон | Ценность процесса |
|---|---|---|
| Положение впрыска | 92–95 мм | Повторяемость пресс-формы чрезвычайно высока, возможности процесса Cpk > 1,33 |
| Положение удержания давления | 47–48 мм | |
| Плавление положение | 82–83 мм | |
| Периодические колебания | ≤ 0,05 секунды |
Это показывает, что повторяемость формы чрезвычайно высока, а технологические возможности Cpk > 1,33. Среди тонкостенных изделий из ПП можно достичь выхода продукции более 99%, а это значит, что потери отходов практически отсутствуют и нет необходимости в частых остановках и регулировках.
В качестве примера возьмем ежедневный выпуск 90 000 крышек:
| Проект | Диапазон значений | Описание |
|---|---|---|
| Единая цена продажи | 0,141,1–1,76 руб. | Распространено в упаковочной отрасли |
| Дневной выпуск стоимость | 1,11,76 руб.–15,87 руб. | 90 000 шт. × цена реализации шт. |
| Сумма месячного выпуска (25 дней) | 27–399,7 руб. | - |
| Материал (ПП) | 0,03–0,04 руб./всего | - |
| Плата за электроэнергию + работа | 0,02 руб./только | - |
| Раскладка пресс-формы + Техническое обслуживание | 0,005руб/шт. | - |
| Общая стоимость единицы | 0,646,5 руб.–0,7641 руб. | - |
| Валовая прибыль на единицу | 0,764,1 руб.–0,9992 руб. | - |
| Валовая прибыль | 55–65% | - |
| Один валовая прибыль за день | 6000–88 163 руб. | - |
| Валовая прибыль за месяц | 15–211,6 руб. | - |
Этот комплект форм обычно окупает все вложения в пресс-формы в течение 3–4 месяцев, и тогда это чистая прибыль.
Многие коллеги спросят: разве тонкостенные формы не легко носить? Наш опыт заключается в трёх пунктах:
При эксплуатации 3 миллионов пресс-форм мы также столкнулись с некоторыми типичными проблемами, о которых делимся с нашими коллегами:
| Проблема | Причина | Меры противодействия |
|---|---|---|
| Загар постепенно увеличивается | Вытяжная щель засорено Или разделительная поверхность изношена | Очистите выхлопную канавку и при необходимости отшлифуйте разделяющую поверхность |
| Локальное отсутствие впрыска | Горячее сопло засорено или смещается регулятор температуры | Очистите горячее сопло и откалибруйте термопару |
| Несбалансированный выброс | Усталость штифта воздушного эжектора или пружины | Замените один комплект каждые 1 миллион форм |
| Удлинение периода | Охлаждающая накипь или медленное движение иглы клапана | Очистка водопровода и смазка клапана игла |
Это не большие проблемы. Ключ заключается в профилактическом обслуживании, а не в ожидании ремонта после поломки.
Этот набор из восьми полипропиленовых форм для крышек пищевой упаковки подтвержден фактами:
Высокая эффективность + длительный срок службы + низкие эксплуатационные расходы = высокая рентабельность
Для компаний, производящих упаковочную продукцию, пресс-формы — это не затраты, а актив.
Хорошая форма – это не то, сколько вы тратите на ее покупку, а то, сколько денег она помогает вам зарабатывать каждый день на вашем заводе.
Компания H T Mould накопила более 15 лет практического опыта работы в тонкостенных многополых проектах этого типа. Мы не только поставляем формы, но и предлагаем решения для формования с «самой низкой стоимостью одной формы».
Если ваш продукт также относится к тонкостенному, крупносерийному и малоценному типу, добро пожаловать к общению. Мы поможем вам оплатить счет.
Технологический центр H T Mould
Фокус на долговечных, высокоэффективных и высокорентабельных формах