Примечание: суммы, изначально указанные в CNY, пересчитаны в RUB по курсу 1 CNY = 11.7550024245 RUB.
Привет всем, я инженер по продажам в HT Mould. После более десяти лет упорной работы в индустрии производства пресс-форм я видел слишком много клиентов, которые боролись с вопросом «дорогая ли форма или нет», но мало кто четко подсчитал, «сколько денег можно заработать, эксплуатируя пресс-форму». Сегодня я хочу поделиться реальным кейсом - набором восьмигнездной формы для дна коробки для упаковки пищевых продуктов. Это не какой-то фантастический технический миф, а проект, который честно достигает конечной цели — «стабильности, эффективности и низкой стоимости». Весь процесс, от первоначального колебания клиента до последующего активного размещения дополнительных заказов, заставил меня глубоко осознать: Хороший набор форм – это не стоимость, а машина для печати денег.
Этот продукт представляет собой нижнюю оболочку коробки для упаковки пищевых продуктов, изготовленную из тонкостенного ПП (полипропилена). Тонкостенное формование само по себе является технической деятельностью: толщина тонких стенок, длинный путь потока и высокая скорость заполнения требуют чрезвычайно высоких требований к системе охлаждения, конструкции выхлопа и стабильности горячеканальных форм. Первоначальные потребности заказчика очень ясны: Набор форм, непрерывная работа 24 часа в сутки, высокая производительность, низкие эксплуатационные расходы и достаточное количество форм.
Мы рекомендуем структуру «один из восьми». Многие одноранговые узлы могут использовать одно из четырех или одно из шести, поскольку это «более безопасно». Однако, после оценки характеристик термопластавтомата заказчика, площади выступа продукта и текучести тонкостенного полипропилена, мы твердо разработали план из восьми этапов. Почему? Потому чтокаждая камера – это центр прибыли. Производительность одной формы увеличилась на 33% по сравнению с одной из шести, а цикл литья практически не увеличился – это первый расчет, который мы сделали для наших клиентов.
Окончательный расчетный срок службы пресс-формы установлен на уровне 3 миллионов циклов формования. Однако, согласно данным H T Mould по отслеживанию аналогичных тонкостенных полипропиленовых форм, вполне реально эксплуатировать 5 миллионов или даже 6 миллионов форм при нормальном обслуживании. Это не лозунг, а реальное накопление данных.
 Нажмите на картинку, чтобы посмотреть видео
Нажмите на картинку, чтобы посмотреть видео
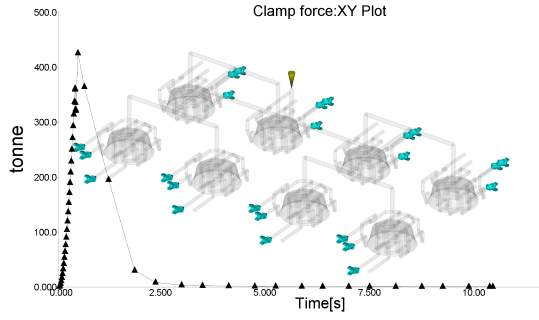
Давайте сначала посмотрим на набор фактических производственных данных (по данным мониторинга на месте клиента):
| Параметры | Значения |
|---|---|
| Положение впрыска | 96,9 мм |
| Пиковое усилие зажима | 152,4 бар |
| Время открытия формы | 1,79~1,80 с |
| Время закрытия формы | 1,56 с |
| Время хранения | 2,16~2,21 с |
| Общий цикл | 7,37 с |
Да, 7,37 секунды за цикл. Одно из восьми, 8 изделий производится за 7,37 секунды. Давайте посчитаем:
Это производственная мощность термопластавтомата и комплекта пресс-форм. На территории клиента одновременно работает несколько машин, и эффект масштаба просто потрясающий.
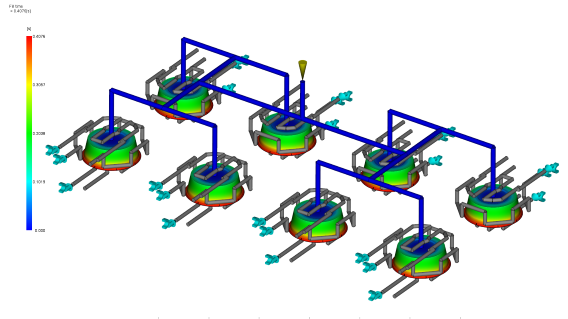
Посмотрите на результаты анализа текучести пресс-формы: Время заполнения составляет 0,4076 секунды, что полностью соответствует фактическому времени впрыска 0,204~0,206 секунды (более короткое время заполнения на полость). Баланс потока, прогнозируемый анализом текучести пресс-формы, был подтвержден в реальном производстве: согласно таблице записей, положение впрыска (InjStrPos 96,6–96,7 мм), положение удерживающего давления (HoldStrPos 40,8–40,9 мм) и количество остаточного материала (RestmillPos 35,3 мм) в каждой полости практически одинаковы. Балансировка восьми гнезд превосходна, что является основой эффективного производства.
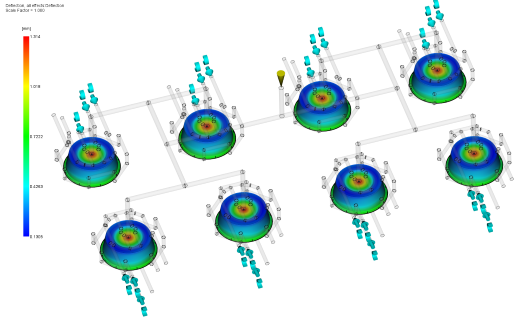
Что касается системы охлаждения, отображение потока формытемпература охлаждающей воды составляет 26,66°C, фактическая температура горячего сопла точно контролируется (299~305°C), а коэффициент мощности нагрева каждой секции получает реальную обратную связь. Тонкостенное формование из ПП больше всего боится коробления, вызванного неравномерным охлаждением, а конструкция охлаждения нашей формы позволяет дорабатывать изделие сразу после формования, без необходимости вторичной формовки.



Многие клиенты спрашивают: «Насколько ваша пресс-форма дороже такой-то?» Мой ответ всегда такой: Пожалуйста, рассчитайте стоимость пресс-форм на миллион пресс-форм.
Расчетный ресурс данного комплекта форм составляет 3 миллиона форм (реально 58 775 012 руб.+). Какова стоимость пресс-формы, относящаяся к каждому продукту?
Предположим, что цена пресс-формы равна XRUB, рассчитанная на основе 3 миллионов пресс-форм, восьми из одной, и общего выпуска 24 миллионов изделий:
Стоимость пресс-формы на изделие = X ÷ 24 000 000
Если X на 30% дороже, чем дешевая форма, но дешевая форма может работать только 1,5 миллиона раз, то на самом делеСтоимость миллиона форм дорогих форм на самом деле ниже.. Это то, что мы в H T Mould всегда подчеркивали: Гораздо экономичнее изготовить форму на месте за один раз, чем многократно ремонтировать форму и заранее ее утилизировать.
1. Низкое энергопотребление
Цикл в 7,37 секунды означает, что термопластавтомат работает в диапазоне высокой эффективности. Тонкостенное формование требует высокой скорости и высокого давления, но чем короче цикл, тем ниже расход энергии на единицу изделия. Фактические измерения, проведенные заказчиком, показывают, что энергопотребление одной детали примерно на 25 % ниже, чем потребление энергии аналогичного продукта с четырьмя формами。
2. Затраты на техническое обслуживание можно контролировать
Наш план технического обслуживания очень прагматичен:
- Ежедневно: Добавьте смазочное масло (5 минут работы, это может сделать обычный рабочий)
- Каждые 100 000 модулей: Проверьте выхлопную канавку и очистите ее (чтобы предотвратить очаг горения попавшего газа, около 30 минут)
- Каждый 1 миллион формовок: Проверьте горячее сопло, пружину, газ выталкивающий штифт, износостойкий блок и другие изнашиваемые детали и при необходимости замените их
Такая периодичность технического обслуживания очень удобна для тонкостенных форм. Почему? Поскольку наша конструкция оставляет достаточный припуск на износ, ключевые компоненты изготовлены из импортной стали и имеют защитное покрытие. Отзывы клиентов: При достижении 2 миллионов формовок горячее сопло не было заменено, была произведена только очистка и замена уплотнительного кольца.
3. Доходность составляет более 99%.
Это фактические производственные данные заказчика. Судя по таблице рекордов, сила зажима стабильна на уровне 152,1 ~ 152,4 бар, время цикла колеблется всего ± 0,01 секунды, а параметры каждой полости одинаковы. Низкий процент брака означает:
- Меньшие затраты на лом (полипропиленовые материалы недешевы)
- Сократите затраты на ручную сортировку
- Снизьте риск жалоб и возвратов клиентов
4. Автоматическая адаптация
Форма оснащена штифтом для выталкивания воздуха и износостойким блоком, который можно автоматически снять с помощью робота. На объекте заказчик оснащается роботом, и изделие вынимается в течение 1,79 секунды после открытия формы, без ручного вмешательства. Затраты на оплату труда? Почти ноль, один техник смотрит на три машины.
Давайте сделаем консервативный финансовый расчет (на основе фактических данных клиента):
| Проект | Значения | Описание |
|---|---|---|
| Одномодульный выход | 8 штук | Восемь на выход |
| Время цикла | 7,37 секунд | Фактическое данные |
| Производительность в час | 3904 шт. | 3600÷7.37×8 |
| Суточная производительность (22 часа) | 85 888 | 2 часа зарезервировано для замены/обслуживания пресс-формы |
| Ежемесячная производительность (26 дней) | 2 233 088 | |
| Годовой выпуск (11 месяцев) | 24 564 000 штук | Резерв 1 месяц на капитальный ремонт/отпуск |
| Цена реализации единичной единицы (пример) | 0,176,3 руб. | Рыночная цена тонкостенной упаковки нижняя часть коробки составляет около 1,18 руб.-2,35 руб. |
| Годовая выработка | Около 4326 руб. | |
| Затраты на материалы (около 60%) | 221 руб. | |
| Электричество+работа+обслуживание (около 15%) | 55 руб. | |
| Годовая валовая прибыль | Около 1081 руб. | Не включает амортизацию пресс-форм |
Единовременная инвестиция в пресс-формы, предполагающая 352,7 руб., она будет амортизирована в течение первого года. Чистая прибыль за первый год составила около 846,4 руб., годовая чистая прибыль за второй год составила около 1 081 руб.
Если заказчик выполнит 5 миллионов формовок, этот набор форм может работать почти два года (примерно 6500 формовок в день). Общий объем выпуска составляет 40 млн изделий, а общая валовая прибыль превышает 7 053 руб. Один комплект форм, два года, валовая прибыль 6 миллионов. Это то, что мы называем «станком для печатания денег».
Этот клиент тоже сначала колебался. Ранее они использовали набор форм «четыре в одном» с временем цикла более 9 секунд и выходом продукции около 92%. Кто-то должен был следить и подрезать колючки в каждую смену. После замены нашей пресс-формы данные за первый месяц их удивили:
Начальник отдела продаж сказал мне что-то, что я помню до сих пор: « Если бы я знал это, я бы не стал этого делать. По поводу цен мне следует обращаться к вам напрямую. ”
Позже они добавили 3 комплекта одной и той же пресс-формы. Сейчас одновременно работают 4 комплекта пресс-форм и производят более 340 000 изделий в год. день, поставляя на три фабрики по упаковке пищевых продуктов
Я занимаюсь продажей пресс-форм уже много лет и видел, как слишком много людей тратят свою энергию на «торг». Но на самом деле цена форм составляет очень небольшую часть всего жизненного цикла проекта. Это те вещи, которые действительно влияют на ваши деньги:
Наш набор H T Mould из восьми тонкостенных полипропиленовых форм не самый дешевый, но он должен бытьЧто делает вас наиболее прибыльным. 3 миллиона циклов пресс-формы — консервативное число, а 5–6 миллионов циклов пресс-формы вполне осуществимы для нормального технического обслуживания. У нас есть подробные технические решения, отчеты по анализу текучести пресс-форм и данные о работе на объекте клиента. Вы можете посетить компанию в любое время или зайти на сайт клиента и убедиться в этом: пресс-форма изготавливается за 7,37 секунды, 8 изделий изготавливаются аккуратно, а выход продукции составляет более 99,5%.
Хорошие формы, нет денег, только деньги
Инженер по продажам пресс-форм