Stampi a iniezione thin-wall: sfide tecniche chiave e soluzioni ingegneristiche
Con la crescente domanda di componenti plastici piu leggeri, lo stampaggio a parete sottile e diventato un indicatore importante della capacita tecnica di un costruttore di stampi. Per "thin-wall" si intendono in genere pareti inferiori a 1 mm, con applicazioni avanzate che arrivano intorno a 0.3 mm. Rispetto allo stampaggio convenzionale, il thin-wall impone requisiti piu severi in termini di flusso del materiale, rigidita dello stampo, precisione di lavorazione ed efficienza di raffreddamento.
Le cavita sottili aumentano fortemente la resistenza al flusso e la velocita di raffreddamento. Se il progetto non e corretto, possono comparire short shot, linee di giunzione evidenti o riempimento incompleto. Per questo l'analisi Moldflow deve guidare il progetto fin dalle prime fasi.
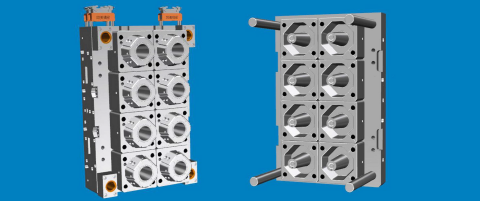
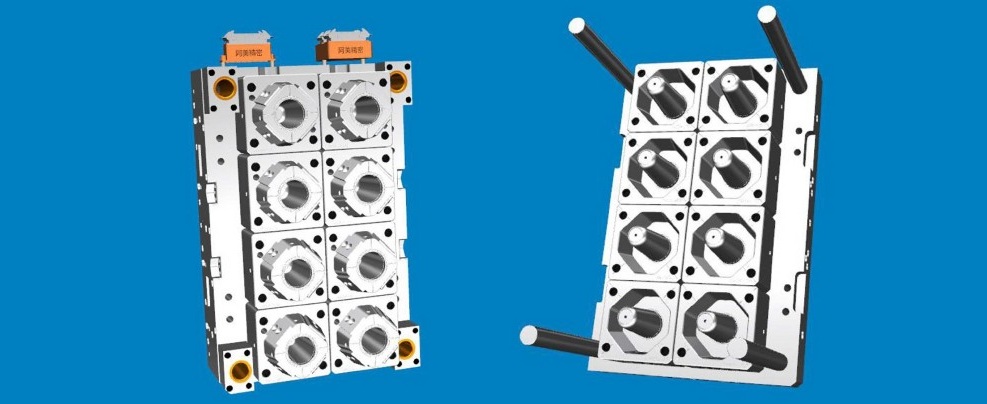
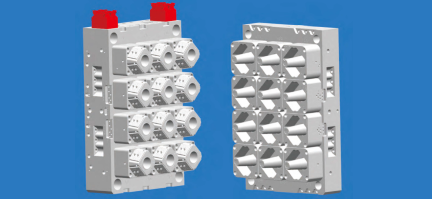
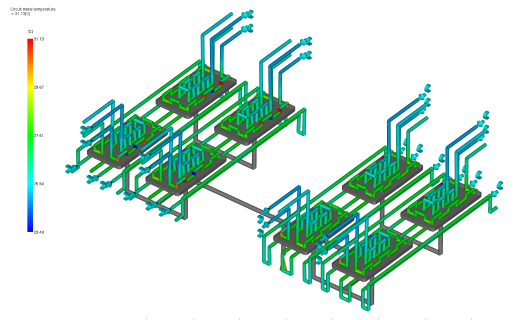
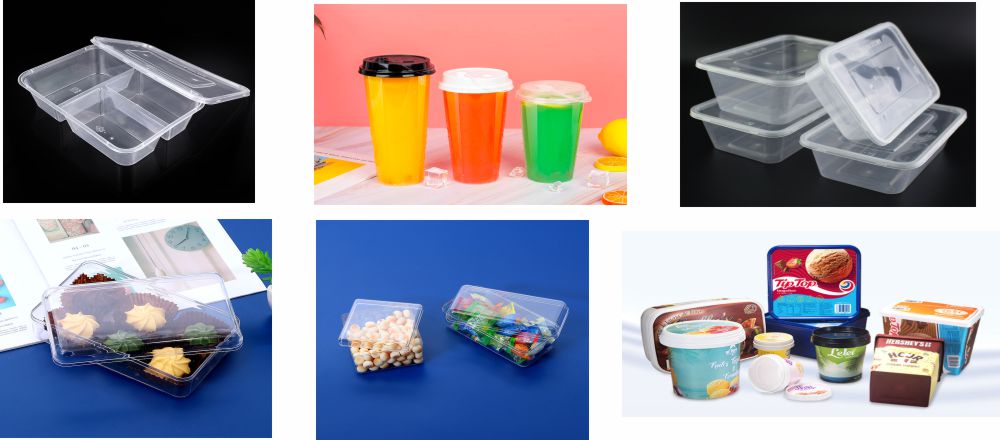
H T Mould utilizza simulazioni avanzate per modellare temperatura del fronte di flusso, sforzo di taglio, campo di pressione e forza di chiusura. In questo modo possiamo prevedere i rischi di riempimento e ottimizzare posizione del gate, dimensioni dei canali e layout delle cavita. Per bicchieri thin-wall da 650 ml e contenitori pasto utilizziamo comunemente stampi a 8 o 6 cavita, mantenendo il ciclo entro 10 s e arrivando fino a 6.2 s nei cicli IML piu spinti.

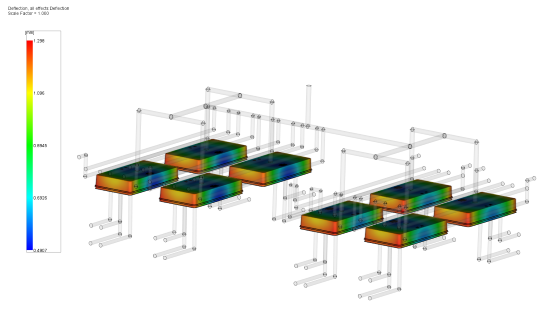
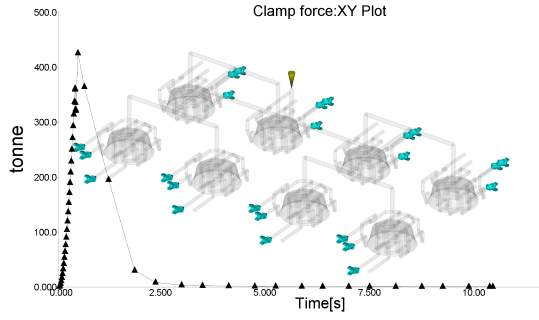
Lo stampaggio thin-wall richiede spesso velocita e pressioni di iniezione molto elevate, anche 5-10 volte superiori a quelle convenzionali e oltre 200 MPa di pressione. Se la rigidita dello stampo non e sufficiente, le piastre possono deformarsi, la geometria delle cavita perdere stabilita e lo spessore parete diventare irregolare.
H T Mould progetta basamenti ad alta resistenza con colonne di supporto e spessori adeguati per mantenere la deformazione sotto carico nell'ordine dei micron. Quando emergono problemi di eccentricita, interveniamo su bilanciamento dei gate, espulsione e campo termico per correggere il processo senza lunghi fermi produzione.
I pezzi thin-wall richiedono tolleranze molto strette: anche piccoli errori di lavorazione possono amplificarsi durante l'uso. Utilizziamo macchine ad alta velocita e precisione per garantire accuratezza micrometrica su cavita, anime e circuiti di raffreddamento.
Per i componenti soggetti a deformazione prevediamo ritiro e warpage tramite simulazione e introduciamo una compensazione geometrica nella cavita. In questo modo il pezzo, una volta estratto, ritorna alla forma nominale. Grazie all'esperienza accumulata, oggi riusciamo a stabilizzare la produzione con spessori parete fino a circa 0.32 mm.

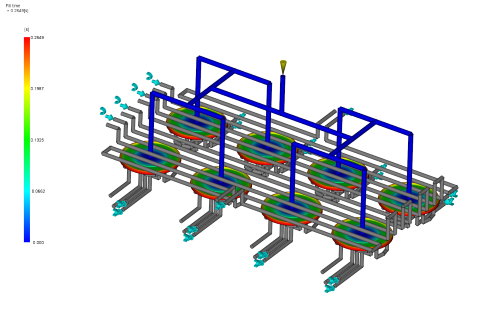
Il tempo ciclo e il parametro economico chiave nello stampaggio thin-wall. Il raffreddamento puo rappresentare oltre l'80% del ciclo totale; se e lento o non uniforme, il ciclo si allunga e aumentano deformazioni e tensioni residue.
Seguiamo principi di raffreddamento conforme, facendo correre i circuiti il piu possibile vicino al profilo tridimensionale del pezzo. Su un bicchiere IML da 650 ml a 8 cavita, una progettazione accurata del raffreddamento ad alta portata ha permesso di raggiungere un ciclo di 6.2 s; anche i contenitori pasto a 6 cavita restano stabilmente entro i 10 s.
La progettazione e costruzione di stampi thin-wall combina reologia, meccanica delle strutture, trasferimento termico e lavorazioni di precisione. H T Mould China Limited integra analisi Moldflow, strutture robuste, lavorazione fine, compensazione della deformazione e raffreddamento efficiente in un programma thin-wall collaudato, dalla produzione stabile a 0.32 mm ai cicli in classe 6.2 s.
I casi studio qui sotto mostrano applicazioni reali e risultati concreti sul campo.