Come può il design a 12+12 cavità aiutare i clienti a raggiungere una capacità produttiva giornaliera di 115.000 pezzi e raddoppiare i profitti?
Autore: H T Mould Ingegnere vendite senior
Parole chiave: stampo in PP a parete sottile, ugello caldo con valvola a spillo, stampo a cavità elevata, stampo per coperchio per tazza di tè al latte, stampaggio a iniezione ad alta velocità, bassi costi di manutenzione
Oggi, con il rapido sviluppo delle industrie del tè al latte, del caffè e delle nuove bevande a base di tè, i "piccoli prodotti" come i coperchi delle tazze e i tappi dei beccucci stanno diventando variabili chiave nei profitti delle aziende di imballaggio. Bassa efficienza produttiva, resa instabile e frequente manutenzione degli stampi sono i tre principali punti critici affrontati da molte aziende.
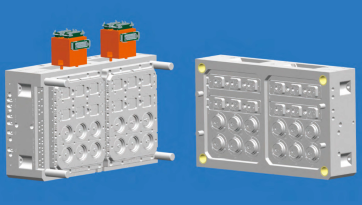
Oggi vorrei condividere un caso reale: uno stampo multifunzionale a 90 porte con tappo diviso (12 tappi + 12 tappi ugello) per vedere come abbiamo utilizzato il design a 12+12 cavità, la tecnologia degli ugelli caldi con valvola a spillo e il processo di stampaggio in PP a pareti sottili per aiutare un'azienda di imballaggio di medie dimensioni a raggiungere una capacità produttiva giornaliera di 115.000 pezzi, un tasso di rendimento complessivo di oltre il 99%, una riduzione del costo del pezzo singolo del 18% e a recuperare l'investimento nello stampo in un'unica soluzione. anno.
Il cliente è un produttore professionale di coperchi per tazze di tè al latte nella Cina orientale, che fornisce principalmente bevande a base di tè a marchi leader. In precedenza utilizzavano uno stampo a 8+8 cavità, che presentava evidenti colli di bottiglia nella produzione:
La richiesta del cliente è molto chiara: senza aumentare il numero di macchine, aumentare la produzione giornaliera di una singola macchina, ridurre il costo di un singolo pezzo e allo stesso tempo garantire che la durata dello stampo sia di almeno 3 milioni di stampi.


Consigliamo uno stampo multifunzionale con coperchio diviso da 90 porte. I parametri fondamentali sono i seguenti:
| Progetto | parametri |
|---|---|
| Numero di cavità | 12 tappi + 12 tappi ugelli (tipo diviso) |
| capacità produttiva giornaliera | Circa 115.000 pezzi (24h) |
| tempo di ciclo | 9 secondi |
| Dimensioni dello stampo | 630×1020×540 mm |
| Macchina adattabile | 420T |
| Materiale | PP a parete sottile |
| Temperatura di fusione del PP | 310℃ |
| Temperatura dell'acqua di raffreddamento | 18–22℃ |
| pressione dell'acqua di raffreddamento | 0,5–0,6 MPa |
| Tipo con ugello caldo | Ugello caldo con valvola a spillo (12+12) |
| progettare la vita | 3 milioni di stampi (fino a 5-6 milioni di stampi in uso normale) |
1. Alimentazione colla indipendente 12+12, controllo preciso dell'ugello caldo della valvola a spillo
Ogni coperchio e tappo sono dotati di un ugello caldo con valvola a spillo indipendente, che funziona con il design del bilanciamento del canale caldo per garantire che le 24 cavità siano riempite uniformemente allo stesso tempo, evitando il problema "alcuni sono pieni e altri mancano". Questa è anche la base per un tasso di rendimento superiore al 99%.
2. Ciclo di 9 secondi, sistema di raffreddamento speciale in PP a pareti sottili
La chiave per lo stampaggio di PP a pareti sottili è il raffreddamento. Abbiamo progettato canali dell'acqua di raffreddamento conformi multistrato rispettivamente nello stampo fisso e nello stampo mobile. La temperatura dell'acqua è controllata a 18-22℃ e la pressione è di 0,5-0,6MPa per garantire che il prodotto sia finalizzato non appena esce dallo stampo senza deformazioni o ritiri.
3. Adattato alla macchina 420T per esercitare la migliore forza di serraggio
Molti clienti si chiederanno se 12+12 cavità richiedano un tonnellaggio maggiore. Infatti, sebbene la pressione di iniezione del PP a parete sottile sia elevata, i requisiti di forza di serraggio non sono estremi. 420T è esattamente il punto di equilibrio tra efficienza e consumo energetico e il consumo energetico misurato di una singola unità è sceso del 12%.


Dalla sua consegna nel 2022, questo set di stampi ha funzionato stabilmente per oltre 2,8 milioni di stampi, un valore vicino alla sua vita utile. Insieme ai nostri clienti, abbiamo registrato i principali nodi manutentivi e le prestazioni operative:
| articoli di manutenzione | ciclo | prestazione effettiva |
|---|---|---|
| Aggiungere olio lubrificante ogni giorno | Una volta per turno | Il cursore e il perno di espulsione non sono bloccati |
| Controllare e pulire la fessura di scarico | Ogni 100.000 stampi | Quasi nessun deposito di carbonio, tempo di pulizia <30 minuti |
| Controllare l'ugello caldo, la molla, il perno di espulsione del gas e il blocco antiusura | Ogni 1 milione di stampi | Sostituzione di 2 nuclei caldi di ugelli per la prima volta nel 2,1 milionesimo ciclo di stampaggio |
| Manutenzione generale dello stampo | Ogni 500.000 stampi | In buone condizioni, nessuna usura anomala |
Aspettativa di vita effettiva:Secondo l'attuale tasso di usura, questo set di stampi può raggiungere 5-6 milioni di tempi di stampo, superando di gran lunga i 3 milioni di tempi di stampo previsti dal cliente.
Record di rendimento:
In una settimana continua di test di produzione completa (24 ore al giorno, ciclo di 9 secondi), il tasso di rendimento medio è stato del 99,3%, con il tasso più alto in un solo giorno che ha raggiunto il 99,7%. Le principali fonti di spreco sono le parti di regolazione mezz'ora prima dell'avvio della macchina e il flash occasionale della spina.


Questa è la più grande preoccupazione dei clienti. Prendiamo come esempio 300 giorni di produzione all'anno e l'utile netto per pezzo 0,0038 EUR (detratti materiali, costi di elettricità, manodopera e manutenzione):
| indicatore | Vecchio stampo (8+8) | Soluzione H T Mould 12+12 cavità |
|---|---|---|
| Capacità produttiva giornaliera (pezzi) | 70,000 | 115,000 |
| Capacità produttiva annua (10.000 pezzi) | 2,100 | 3,450 |
| Rendimento | 93% | 99% |
| Produzione annua effettiva (10.000 pezzi) | 1,953 | 3,415 |
| Utile netto per unità (EUR) | 0.025 | 0.03 |
| Utile netto annuo (EUR) | 48.8 | 102.5 |
| Aumento dell'utile netto annuo | 67.343 EUR | |
| Periodo di ammortamento dell'investimento nello stampo | Circa 4-6 mesi | |
| Progetto | vecchio stampo | [[MARCA]] |
|---|---|---|
| Costo medio di manutenzione annuale (EUR) | 4.2 | 1.8 |
| Perdita media annua per tempi di inattività (EUR) | 3.5 | 0.8 |
| Frequenza di sostituzione dell'ugello caldo | Ogni 500.000 stampi | Più di 2 milioni di stampi |
Conclusione: H T Mould non solo produce di più, ma ripara anche di meno e si ferma di meno.



1. L'alimentazione equilibrata della colla è l'anima della produzione ad alta velocità
Ugello caldo con valvola a spillo + 12+12 controlli indipendenti, non semplicemente aumentando il numero delle camere, ma garantendo che ogni camera "beva lo stesso latte".
2. Stampo in PP a pareti sottili ≠ Stampo ordinario
Il design del raffreddamento, la disposizione dello scarico e la scelta dell'acciaio (usiamo la combinazione H13+S136) devono essere adattati alle alte velocità con pareti sottili.
3. Cicli di manutenzione prevedibili = profitti calcolabili
Ciò che i clienti temono di più non è che lo stampo si rompa, ma "non sapere quando si romperà". Forniamo chiaramente nodi di manutenzione per ogni 100.000 e 1 milione di moduli, consentendo ai clienti di pianificare la produzione senza preoccupazioni.



Questo set di stampi multifunzionali con coperchio diviso a 90 porte è particolarmente adatto per:
Se attualmente utilizzi uno stampo a 8+8 o 6+6 cavità, passare a uno stampo a 12+12 cavità equivale a utilizzare lo spazio e la manodopera di una macchina per ottenere una produttività vicina a quella di due macchine.
Più costoso è lo stampo, meglio è, né più cavità sono, meglio è. Si tratta di utilizzare la macchina giusta e il design giusto per ottenere il massimo rendimento efficace.
Questo set di stampi con coperchio diviso 12+12 a 90 porte è un tipico rappresentante del nostro H T Mould nel campo degli stampi per imballaggi a pareti sottili. Non è né vistoso né complesso, ma ogni dettaglio, dall'ugello caldo al raffreddamento, dallo scarico alla resistenza all'usura, ha un unico obiettivo: aiutare i clienti a guadagnare di più.
Se stai cercando anche un set di stampi per tappi per tazze o beccucci con elevata produttività, bassa manutenzione e rapido ritorno sui costi, contatta H T Mould. Possiamo personalizzare diversi piani di numero di cavità da 8+8 a 16+16 in base alla macchina, ai materiali e al volume dell'ordine.
H T Mould - Lascia che ogni stampaggio a iniezione diventi il punto di partenza del profitto.