Autore: ingegnere senior di stampaggio H T Mould
Quando abbiamo ricevuto l'incarico di sviluppare questo stampo per coperchi di scatole per imballaggio alimentare, le esigenze principali del cliente erano molto chiare: il costo per cavità dovrebbe essere basso, il ciclo dovrebbe essere breve e la durata dello stampo dovrebbe essere stabile. Il prodotto ha un layout otto su uno e il materiale è PP a parete sottile con uno spessore di soli 0,35–0,45 mm, che è una tipica parte stampata a iniezione a parete sottile ad alta velocità.
Nel settore dell'imballaggio, i profitti spesso non derivano dal prezzo di vendita di un singolo prodotto, ma dalla quantità di produzione oraria e dalla produzione totale nell'intero ciclo di vita dello stampo. Pertanto, durante la fase di progettazione dello stampo, ci poniamo tre obiettivi:
A giudicare dai risultati, questo set di stampi ha completamente superato le aspettative.
 Clicca sull'immagine per guardare il video
Clicca sull'immagine per guardare il video
Si può vedere dai registri di produzione effettivi:
| Collegamento in formazione | Valore del parametro |
|---|---|
| tempo di iniezione | Circa 0,21 secondi |
| Tempo di attesa | Estremamente breve |
| Tempo di raffreddamento | 1,7 secondi |
| Apertura e chiusura dello stampo + espulsione | 3–4 secondi |
| ciclo unico | 6,4–6,96 secondi |
Ciò significa:
Questo è il primo livello tra gli stampi per imballaggi a pareti sottili.
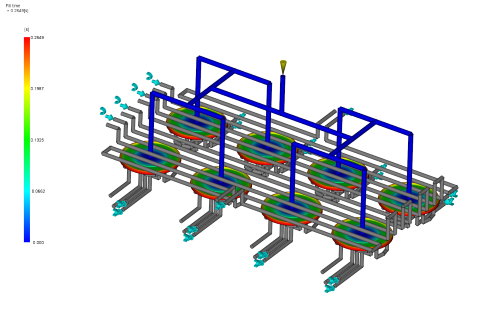
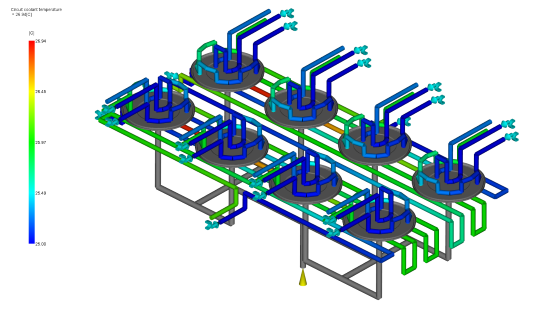
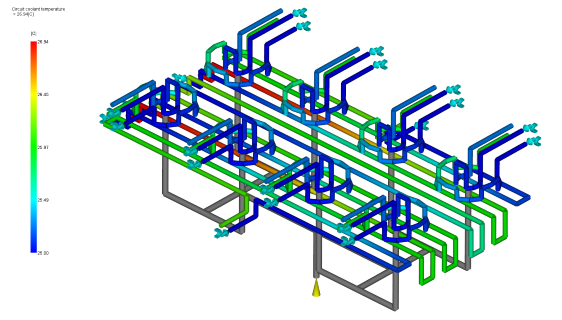
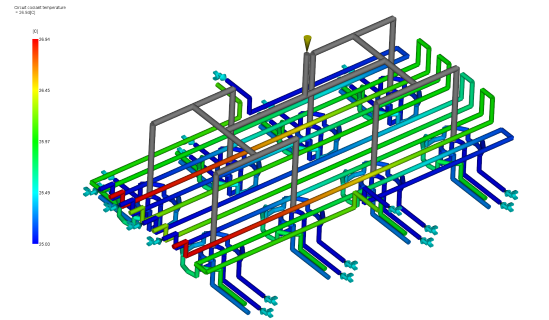
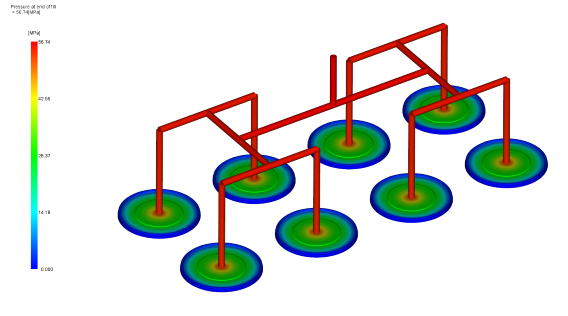
Dai dati sul flusso dello stampo possiamo confermare diversi punti chiave della progettazione:
| Parametri di flusso dello stampo | Valore/caratteristica | valore progettuale |
|---|---|---|
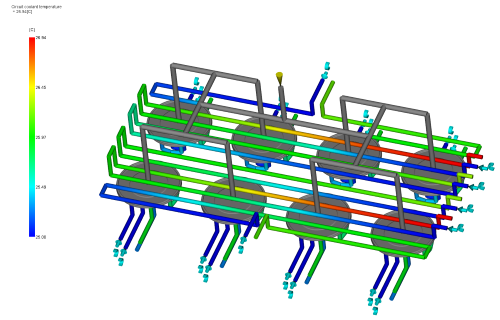
| temperatura costante del cristallo | 26,8°C | Il controllo della temperatura dello stampo è estremamente stabile e riduce le fluttuazioni del ritiro |
| temperatura di isolamento del circuito | 26mW/°C | Eccellente design del bilanciamento termico per evitare il surriscaldamento locale |
| Curva della temperatura attuale | Liscio | Il sistema di riscaldamento risponde rapidamente senza superamenti |
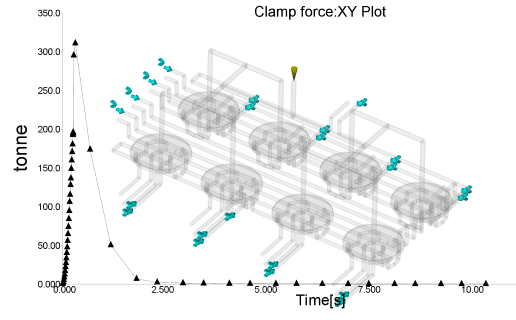
| Curva della forza di serraggio | Liscio | La forza di serraggio presenta piccole fluttuazioni, il che favorisce uno scarico e dimensioni costanti. |
| pressione dell'aria | 0,5 atmHg | Design ragionevole dello scarico per evitare l'aria intrappolata |
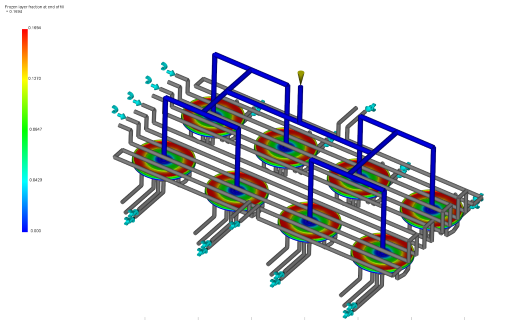
Questi dettagli determinano direttamente la stabilità del riempimento a parete sottile. Il PP è soggetto a segni di flusso, sottoiniezione o bave durante l'iniezione ad alta velocità. Tuttavia, otteniamo un riempimento uniforme di ciascuna cavità attraverso il canale caldo con valvola sequenziale multipunto + precisa suddivisione in zone della temperatura.
Dall'interfaccia dei parametri della macchina per lo stampaggio a iniezione è possibile vedere:
| Parametri della macchina per lo stampaggio ad iniezione | Intervallo numerico |
|---|---|
| Pressione di iniezione | 85–95 bar |
| Mantenendo la pressione | 30–40 bar |
| velocità di iniezione | 65–95% |
| contropressione | 35 bar |
| Velocità della vite | 144–624 giri al minuto (diversi stadi) |
Descrizione di questi parametri: Adottiamo la strategia di iniezione ad alta velocità e ad alta pressione + mantenimento a bassa pressione per garantire la velocità di riempimento ed evitare stress residui.
La vita progettata di questo stampo è di 3 milioni di stampi e l'uso normale effettivo può raggiungere 5-6 milioni di stampi. Calcoliamo in base a 5 milioni di modalità:
| voce di costo | valore numerico | risultati di ripartizione |
|---|---|---|
| Investimento totale sullo stampo | 35–50.162 EUR (inclusi canale caldo, lavorazione e prova dello stampo) | - |
| Costo dello stampo per 10.000 stampi | - | 700–100,3 EUR |
| Produzione per stampo | 8 prodotti | - |
| Costo dello stampo per 10.000 prodotti | - | 87–12,54 EUR |
Rispetto agli 1,5-2 milioni di stampi comuni nel settore, la diluizione dei costi è ridotta di oltre il 40%.
Abbiamo sviluppato un chiaro piano di manutenzione:
| Articoli di manutenzione | Frequenza | valutazione dei costi |
|---|---|---|
| Aggiungere olio lubrificante ogni giorno | 1 volta/giorno | estremamente basso |
| Controllare e pulire la fessura di scarico | Ogni 100.000 stampi | Basso (30 minuti) |
| Controllare l'ugello caldo, la molla, il perno di espulsione del gas e il blocco antiusura | Ogni 1 milione di stampi | Medio (sostituire secondo necessità) |
Nel funzionamento effettivo, il costo totale di manutenzione per 1 milione di moduli è controllato a 3000-627 EUR, che è di gran lunga inferiore alla media del settore.
I registri di produzione mostrano:
| Parametri di produzione | Gamma stabile | Valore artigianale |
|---|---|---|
| sito di iniezione | 92–95 mm | La ripetibilità dello stampo è estremamente elevata e la capacità del processo Cpk > 1,33 |
| Posizione di mantenimento | 47–48 mm | |
| Posizione di fusione | 82–83 mm | |
| fluttuazioni cicliche | ≤ 0,05 secondi |
Ciò dimostra che la ripetibilità dello stampo è estremamente elevata e la capacità del processo Cpk > 1,33. Tra i prodotti in PP a parete sottile è possibile ottenere un tasso di resa superiore al 99%, il che significa che non vi è quasi nessuna perdita di scarti e non sono necessari frequenti arresti e regolazioni.
Prendiamo come esempio la produzione giornaliera di 90.000 coperchi:
| Progetto | Intervallo numerico | Descrizione |
|---|---|---|
| Prezzo di vendita unico | 0,12–0,0188 EUR | Comune nell'industria dell'imballaggio |
| valore della produzione giornaliera | 1.1–1.693 EUR | 90.000 pezzi × prezzo per pezzo |
| Valore di produzione mensile (25 giorni) | 27–42.638 EUR | - |
| Materiale (PP) | 0,03–0,005 EUR/pezzo | - |
| Elettricità + Lavoro | 0,0025 EUR/pezzo | - |
| Assegnazione stampi + manutenzione | 0,0006 EUR/pezzo | - |
| costo totale per unità | 0,055–0,0082 EUR | - |
| profitto lordo per unità | 0,065–0,0107 EUR | - |
| Margine di profitto lordo | 55–65% | - |
| profitto lordo giornaliero | 6000–940,5 EUR | - |
| profitto lordo al mese | 15–22.573 EUR | - |
Questo set di stampi solitamente recupera l'intero investimento nello stampo entro 3-4 mesi, e quindi è puro profitto.
Molti colleghi si chiederanno: gli stampi a pareti sottili non sono facili da indossare? La nostra esperienza si articola in tre punti:
Durante il funzionamento di 3 milioni di moduli, abbiamo riscontrato anche alcuni problemi tipici e li abbiamo condivisi con i nostri colleghi:
| domanda | Motivo | Contromisure |
|---|---|---|
| Il flash aumenta gradualmente | La scanalatura di scarico è ostruita o la superficie di separazione è usurata. | Pulire la scanalatura di scarico e levigare la superficie di divisione, se necessario |
| Parziale pagamento insufficiente | L'ugello caldo è intasato o il controllo della temperatura si sposta | Pulire l'ugello caldo e calibrare la termocoppia |
| Espulsione sbilanciata | Eiettore del gas o affaticamento della molla | Sostituisci un set ogni 1 milione di stampi |
| Il ciclo diventa più lungo | Scala di raffreddamento o movimento lento dell'ago della valvola | Pulire la linea dell'acqua e lubrificare l'ago della valvola |
Questi non sono grossi problemi, la chiave è la manutenzione preventiva piuttosto che aspettare di aggiustare qualcosa quando si rompe.
Questo set di otto stampi per coperchi per imballaggi alimentari in PP è stato dimostrato dai fatti:
Alta efficienza + lunga durata + bassa manutenzione = forte redditività
Per le aziende di prodotti per l’imballaggio gli stampi non sono costi, ma asset.
Un buon set di stampi non dipende da quanto spendi per acquistarlo, ma da quanti soldi ti aiuta a guadagnare ogni giorno nella tua fabbrica.
H T Mould ha accumulato più di 15 anni di esperienza pratica in questo tipo di progetti multi-cavità a pareti sottili. Non solo forniamo stampi, ma forniamo anche soluzioni di stampaggio con il "costo per stampo più basso".
Se il tuo prodotto appartiene anche al tipo a pareti sottili, ad alto volume e a basso valore unitario, non esitare a comunicarlo. Ti aiutiamo a saldare il conto.
[[MARCA]] Centro tecnologico
Focus su stampi ad alta durata, alta efficienza e rendimento elevato