Nel mercato dei bicchieri premium per bubble tea, yogurt e gelato, l'etichettatura in-mould e ormai una tecnologia di riferimento per migliorare estetica, riconoscibilita del marchio e riciclabilita. Allo stesso tempo, gli stampi IML impongono requisiti molto piu severi rispetto agli stampi tradizionali in termini di controllo hot runner, posizionamento etichetta, sfiato e stabilita del ciclo.
Nell'aprile 2024, H T Mould ha esposto a CHINAPLAS Shanghai uno stampo a 8 cavita per bicchiere bubble tea da 700 ml con tecnologia IML. Abbinato a una pressa da 400T, lo stampo ha lavorato stabilmente con un ciclo di 7.6 s e una capacita media di circa 90.000 pezzi al giorno. Questo articolo ripercorre il progetto sia dal punto di vista tecnico sia da quello del ritorno sull'investimento.
Lo stampo e stato sviluppato per bicchieri bubble tea IML da 700 ml destinati a catene beverage del Sud-Est asiatico e del Medio Oriente. I requisiti chiave erano:
I parametri principali dello stampo finale H T Mould 90700U 8CAV IML sono:
| Voce | Valore |
|---|---|
| Cavita | 8 |
| Ciclo | 7.6 s |
| Dimensioni stampo | 650×980×560 mm |
| Classe pressa | 400T–420T |
| Temperatura fuso PP | 310℃ |
| Temperatura acqua raffreddamento | 16–20℃ |
| Pressione acqua raffreddamento | 0.5–0.6 MPa |
| Vita garantita | 3 milioni di cicli |
| Vita reale (manutenzione normale) | 5–6 milioni di cicli |
Rispetto a uno stampo convenzionale per bicchiere bubble tea, un progetto IML presenta requisiti piu severi in quattro aree principali:
Criticita: il bicchiere da 700 ml e alto e l'etichetta deve aderire perfettamente alla superficie curva interna della cavita; anche una piccola deviazione produce scarto.
Soluzione:
Criticita: l'area etichetta ha una conduzione termica diversa dall'acciaio, quindi il fronte di flusso puo incontrare l'etichetta troppo presto, generando segni di flusso o cold slug.
Soluzione:
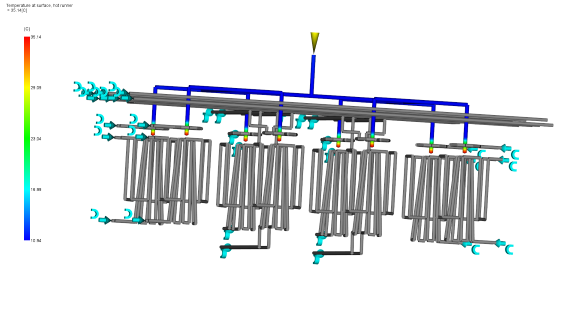
Criticita: nelle zone coperte dall'etichetta non e possibile affidarsi allo sfiato tradizionale sul piano di divisione, quindi si rischiano sacche d'aria, bolle o whitening localizzato.
Soluzione:

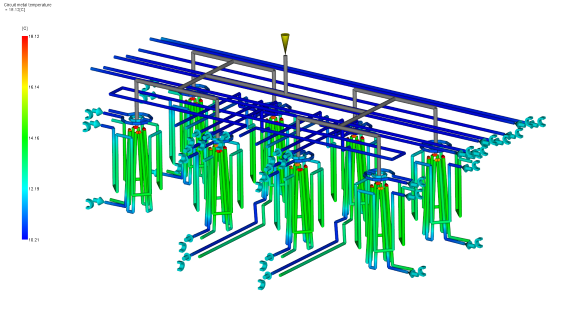
Criticita: l'area etichetta, generalmente la parte centrale del bicchiere, dissipa il calore piu lentamente e puo surriscaldarsi, allungando il ciclo.
Soluzione:
L'investimento iniziale di uno stampo IML e circa il 30–40% superiore a quello di uno stampo tradizionale, ma il costo totale per pezzo risulta inferiore. Il confronto seguente assume 90.000 pezzi/giorno e 300 giorni di produzione l'anno.
| Voce | Stampo tradizionale + etichettatura successiva | Stampo IML H T Mould |
|---|---|---|
| Ciclo di stampaggio | 6 s (senza etichetta) | 7.6 s (con etichetta) |
| Fase di etichettatura separata | Necessaria (manuale o automatica) | Non necessaria |
| Investimento attrezzatura etichettatura | Circa 18.800-31.400 EUR | 0 |
| Manodopera per etichettatura (per turno) | 2 persone | 0 |
| Scarto etichetta | 3–5% (post-etichettatura) | ≤0.8% (posizionamento in stampo) |
| Costo complessivo per pezzo (incluso ammortamento stampo) | Riferimento | Riduzione del 18–22% |
| Qualita percepita del prodotto | Standard | Etichetta integrata nel bicchiere, senza bolle ne bordi sollevati |
Conclusione:
nonostante il ciclo IML sia piu lungo di 1.6 s, si eliminano costi di attrezzatura, manodopera e scarti legati a una fase di etichettatura separata. Il costo complessivo per pezzo diventa quindi piu basso, mentre la coerenza estetica del prodotto migliora sensibilmente e supporta il posizionamento premium del marchio.
Nell'aprile 2024 lo stampo e stato esposto come linea IML completamente automatica, con una pressa da 420T e un robot IML per presa etichetta, inserimento e prelievo pezzo. Ha lavorato per 3 giorni, 8 ore al giorno, producendo circa 28.000 bicchieri da 700 ml con zero blocchi etichetta, zero disallineamenti e zero scarti da bolle.

Lo stand ha attirato aziende di packaging da Thailandia, Vietnam, India, Turchia e Brasile. I punti tecnici piu richiesti dai visitatori sono stati:
Durante la fiera, 7 clienti hanno firmato accordi di riservatezza tecnica e richiesto i modelli 3D per valutazioni di integrazione nei rispettivi impianti.

Gli stampi IML richiedono una manutenzione leggermente piu rigorosa rispetto agli stampi tradizionali. Per raggiungere 5–6 milioni di cicli reali si consiglia:
Ogni giorno:
Ogni settimana:
Ogni 500.000 cicli:
Ogni 2 milioni di cicli:
Nota importante: per gli stampi IML e sconsigliato l'uso di PP modificato con fibra di vetro o forte carica, perche accelera l'usura della cavita nelle zone con etichetta.
Con questo stampo IML a 8 cavita per bicchiere da 700 ml, H T Mould ha raggiunto una produttivita vicina a quella di uno stampo standard, pur mantenendo la decorazione in-mould. Le tre tecnologie chiave, hot runner a valvole sequenziali, posizionamento elettrostatico dell'etichetta e raffreddamento conforme, hanno risolto i problemi tipici dei prodotti a cavita profonda.
Per i produttori di bicchieri bubble tea con domanda giornaliera tra 80.000 e 120.000 pezzi e l'esigenza di alzare il livello del prodotto, questa soluzione offre un costo complessivo inferiore e una competitivita superiore. Il progetto e gia stato standardizzato e puo essere adattato rapidamente a formati da 500 ml, 700 ml, 900 ml e 1000 ml, con ampia personalizzazione dell'etichetta.
H T Mould: soluzioni packaging con alta cavitazione, lunga durata, IML e tempi rapidi di consegna. Contattateci per consulenza tecnica o simulazioni di capacita produttiva.