Una macchina può produrre 23.000 pezzi al giorno e il costo per pezzo si riduce di un ulteriore 40%.
Abbiamo precedentemente condiviso un set di quattro stampi per scatole sigillate refrigerate (produzione giornaliera di circa 9874 pezzi). Quella collaborazione ha avuto molto successo e presto il cliente è tornato da me e mi ha detto: "La produzione di scatole è aumentata, ma i coperchi non riescono a tenere il passo".
Le esigenze del cliente sono chiare: la produzione del tappo deve essere superiore a quella della scatola, e il costo unitario deve essere inferiore, perché il prezzo di vendita finale del tappo è solitamente inferiore del 20-30% rispetto a quello della scatola, e il profitto è minore.
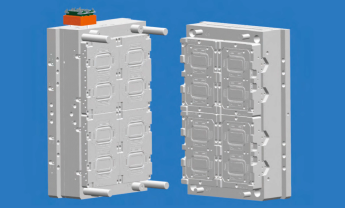
Quindi ho consigliato loro H T Mould una soluzione ad alta cavità appositamente progettata per coperchi di scatole in PP a parete sottile: otto per uscita, ciclo di 30 secondi, adatta anche per macchine per lo stampaggio a iniezione da 400 T.


Il coperchio è diverso dalla scatola: ha un'area sporgente più ampia ma uno spessore della parete più sottile (solitamente 0,4–0,55 mm), che richiede un maggiore equilibrio di riempimento e uniformità di raffreddamento. Questo set di stampi a otto cavità non si limita a copiare quattro cavità in otto cavità, ma ridisegna il sistema di colata, il circuito di raffreddamento e il meccanismo di espulsione.
| Progetto | parametri | Progetto | parametri |
|---|---|---|---|
| Numero di cavità di stampaggio | 8 CAV | Ciclo di stampaggio | 30 secondi |
| Dimensioni dello stampo | 450×720×498mm | Modelli compatibili | 400T |
| Temperatura del materiale PP | 310 ℃ | Temperatura dell'acqua di raffreddamento | 18–22 ℃ |
| pressione dell'acqua di raffreddamento | 0,5–0,6 MPa | Resa della produzione di massa | 99.3% |
| Difficoltà | Manifestazione del problema | H T Mould Contromisure |
|---|---|---|
| Riempimento sbilanciato | La cavità distale è priva di materiale o non può essere riempita completamente | Canale di flusso simmetrico a forma di H + ugello caldo con valvola a spillo, controllo della temporizzazione indipendente |
| Deformazione | Il coperchio non è uniforme e ha una scarsa tenuta | Raffreddamento conforme + zonazione della temperatura dello stampo, deformazione <0,12 mm |
| Difficoltà a sformarsi | Le parti a parete sottile si attaccano facilmente allo stampo o diventano bianche sulla parte superiore | Espulsore dell'aria + perno di espulsione di precisione, espulsione uniforme |


Produzione giornaliera:Circa 23.040 pezzi/24h (3600÷30×8×24), il numero effettivo stabile è di 22500-22800 pezzi
Tasso di rendimento:99,3%, tasso di produzione difettosa stabile <0,7%
| Voce comparativa | Vecchio piano (uno su quattro) | Piano H T Mould (uno su otto) |
|---|---|---|
| Produzione giornaliera | Circa 9100 pezzi | Circa 23.000 pezzi |
| Capacità multipla | 1x | 2,5 volte |
| Rendimento | 97.5% | 99.3% |


| Progetto | vecchio schema | Piano [[MARCA]]. |
|---|---|---|
| Produzione giornaliera (pezzi) | Circa 9100 | Circa 23.000 |
| Costo totale per pezzo (EUR) | 0.73 | 0.528 |
| Profitto per pezzo (EUR) | 0.22 | 0.422 |
| profitto giornaliero totale | 251,1 EUR | 1.217 EUR |


Promettiamo una garanzia di 3 milioni di modelli e il cliente ha eseguito 3,8 milioni di modelli ed è ancora stabile. Calcolato su 5 milioni di stampi, il costo di un singolo stampo è pari a solo0,001 EUR.
| Prodotti | Soluzione per muffa | Produzione giornaliera | Modelli compatibili |
|---|---|---|---|
| Scatola refrigerata sigillata | Uno su quattro, 35 secondi | Circa 9874 pezzi | 400T |
| Coperchio ermetico refrigerato | Uno su otto, 30 secondi | Circa 23.040 pezzi | 400T |



La scatola e il coperchio sembrano due serie di stampi, ma in realtà sono un problema matematico.
Riquadro: 1 su 4, 35 secondi; coperchio: 1 su 8, 30 secondi. Con la stessa attrezzatura la produttività raddoppia e i costi si dimezzano.
H T Mould: non solo stampi, ma soluzioni di produzione ad alta resa per ogni metro quadro di reparto.