Ciao a tutti, sono un tecnico commerciale di H T Mould. In oltre dieci anni nel settore degli stampi ho visto molti clienti concentrarsi solo sul prezzo iniziale, ma pochi calcolare davvero quanto margine possa generare uno stampo che lavora bene. Oggi condivido un caso reale: uno stampo a 8 cavità per il fondo di scatole alimentari. Non è un racconto teorico, ma un progetto che ha centrato l'obiettivo di stabilità, efficienza e costo unitario contenuto. Dall'esitazione iniziale del cliente fino ai riordini successivi, una cosa è emersa con chiarezza:un buon stampo non è un costo, ma un investimento che genera redditività.
Questo prodotto è un guscio inferiore di una scatola per imballaggio alimentare realizzato in PP (polipropilene) a parete sottile. Lo stampaggio a pareti sottili di per sé è un'attività tecnica: lo spessore sottile delle pareti, il lungo percorso del flusso e l'elevata velocità di riempimento richiedono requisiti estremamente elevati per il sistema di raffreddamento, la struttura di scarico e la stabilità del canale caldo dello stampo. Le esigenze iniziali del cliente erano chiare:Una serie di stampi non deve essere ferma 24 ore su 24. La resa deve essere elevata, la manutenzione deve essere minore e gli stampi devono essere sufficienti.
Consigliamo una struttura uno su otto. Molti peer potrebbero fare uno su quattro o uno su sei, perché è "più sicuro". Tuttavia, dopo aver valutato le specifiche della macchina per lo stampaggio a iniezione del cliente, l'area di proiezione del prodotto e la fluidità del PP a pareti sottili, abbiamo definito con fermezza un piano in otto fasi. Perché? perchéOgni cavità è un centro di profitto. La produttività di un singolo stampo è aumentata del 33% rispetto a uno su sei, mentre il ciclo di stampaggio ad iniezione è aumentato di poco: questo è il primo calcolo che facciamo per i nostri clienti.
La durata finale della progettazione dello stampo è impostata come3 milioni di stampi. Tuttavia, secondo i nostri dati di monitoraggio di H T Mould su stampi simili in PP a pareti sottili, in condizioni di normale manutenzione, il5 milioni o addirittura 6 milioni di tempi di stampaggioTotalmente fattibile. Non si tratta di uno slogan, ma di un vero e proprio accumulo di dati.
 Clicca sull'immagine per guardare il video
Clicca sull'immagine per guardare il video
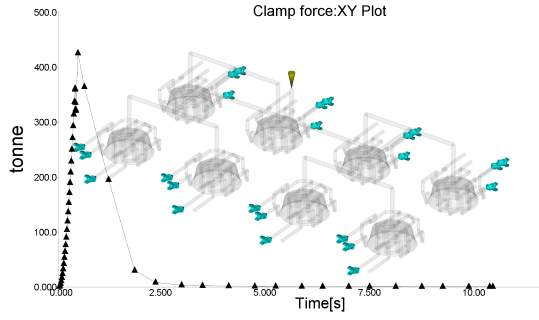
Diamo prima un'occhiata ad una serie di dati di produzione effettivi (dal monitoraggio in loco del cliente):
| parametri | valore numerico |
|---|---|
| sito di iniezione | 96,9 mm |
| picco della forza di serraggio | 152,4 bar |
| Orario di apertura dello stampo | 1,79~1,80 secondi |
| Orario di chiusura dello stampo | 1,56 secondi |
| Tempo di conservazione | 2,16~2,21 secondi |
| ciclo totale | 7,37 secondi |
è vero,7,37 secondi per ciclo. Uno su otto, 8 prodotti vengono realizzati in 7,37 secondi. Facciamo i conti:
Questa è la capacità produttiva di una macchina per lo stampaggio a iniezione e di un set di stampi. Presso la sede del cliente sono in funzione più macchine contemporaneamente e l'effetto di scala è sorprendente.
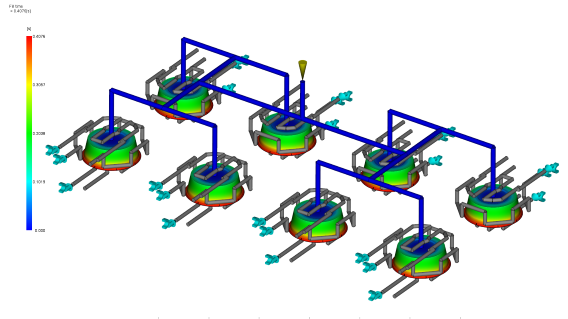
Diamo un'occhiata ai risultati dell'analisi del flusso dello stampo:Tempo di riempimento 0,4076 secondi, che è altamente coerente con il tempo di iniezione effettivo di 0,204~0,206 secondi (tempo di riempimento per cavità più breve). Il bilanciamento del flusso previsto dall'analisi del flusso dello stampo è stato verificato nella produzione effettiva: dalla tabella di registrazione, la posizione di iniezione (InjStrPos 96,6~96,7 mm), la posizione di pressione di mantenimento (HoldStrPos 40,8~40,9 mm) e la quantità di materiale residuo (RestmillPos 35,3 mm) di ciascuna cavità sono quasi esattamente le stesse.Otto camere con eccellente equilibrio, che costituisce la base per una produzione efficiente.
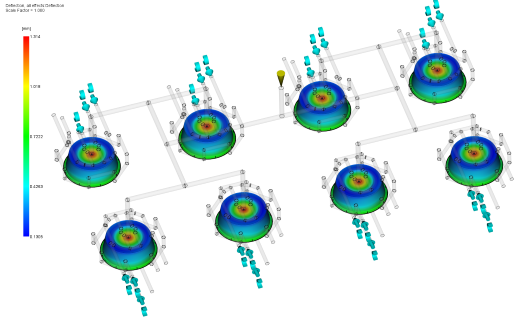
Sistema di raffreddamento, visualizzazione del flusso dello stampoTemperatura dell'acqua di raffreddamento 26,66°C, il controllo effettivo della temperatura dell'ugello caldo è accurato (299~305°C) e il rapporto di potenza termica di ciascuna sezione riceve un feedback reale. Lo stampaggio in PP a pareti sottili teme soprattutto la deformazione causata da un raffreddamento non uniforme e il design di raffreddamento del nostro stampo consente di finalizzare il prodotto immediatamente dopo lo stampaggio, senza la necessità di una modellatura secondaria.



Molti clienti chiedono: "Quanto costano i vostri stampi rispetto a quelli di tal dei tali?" La mia risposta è sempre:Si prega di calcolare il costo dello stampo per milione di stampi.
La durata di progettazione di questo set di stampi è di 3 milioni di stampi (in realtà fino a 5 milioni+). Qual è il costo dello stampo assegnato a ciascun prodotto?
Supponiamo che il prezzo dello stampo sia X EUR, calcolato sulla base di 3 milioni di stampi, otto su uno, e una produzione totale di 24 milioni di prodotti:
Costo stampo per prodotto = X ÷ 24.000.000
Se X è il 30% più costoso di uno stampo economico, ma lo stampo economico può funzionare solo 1,5 milioni di stampi, in realtàIl costo per milione di stampi costosi è in realtà inferiore. Questo è ciò che noi H T Mould abbiamo sempre sottolineato:È molto più economico posizionare lo stampo in una sola volta piuttosto che ripararlo ripetutamente e rottamarlo in anticipo.
1. Basso consumo energetico
Un ciclo di 7,37 secondi significa che la macchina per lo stampaggio a iniezione funziona in un intervallo di efficienza elevato. Lo stampaggio a pareti sottili richiede alta velocità e alta pressione, ma più breve è il ciclo, minore è il consumo di energia per unità di prodotto. Secondo i test effettivi effettuati dai clienti, vengono prodotti quattro stampi rispetto a uno di prodotti simili.Il consumo energetico per unità è ridotto di circa il 25%.
2. I costi di manutenzione sono controllabili
Il nostro approccio alla manutenzione è pragmatico:
- quotidiano: Aggiungere olio lubrificante (5 minuti di funzionamento, un lavoratore generico può farlo)
- Ogni 100.000 stampi: Controllare la fessura di scarico e pulirla (per evitare che l'aria intrappolata bruci, circa 30 minuti)
- Ogni 1 milione di stampi: Controllare gli ugelli caldi, le molle, i perni di espulsione del gas, i blocchi antiusura e altre parti soggette ad usura e sostituirli secondo necessità
Questa frequenza di manutenzione appartiene allo stampo a pareti sottilimolto amichevolelivello. Perché? Poiché il nostro design lascia un margine sufficiente all'usura, i componenti chiave sono realizzati in acciaio importato e rivestiti. Feedback dei clienti: Al raggiungimento di 2 milioni di tempi di stampaggio, l'ugello caldo non è stato sostituito, sono state effettuate solo la pulizia e la sostituzione dell'anello di tenuta.
3. Tasso di rendimento superiore al 99%
Questi sono i dati di produzione effettivi del cliente. Dalla tabella dei dati, la forza di serraggio è stabile a 152,1~152,4 bar, il tempo di ciclo fluttua solo di ±0,01 secondi e i parametri di ciascuna cavità sono coerenti. Un basso tasso di difetti significa:
- Meno costi di scarto (il materiale PP non è economico)
- Ridurre i costi di smistamento manuale
- Meno rischi di reclami e resi da parte dei clienti
4. Adattamento automatizzato
Lo stampo è progettato con un perno di espulsione dell'aria e un blocco resistente all'usura, che può essere rimosso automaticamente con un robot. Il cliente è dotato di un robot in loco e il prodotto viene estratto entro 1,79 secondi dall'apertura dello stampo, senza intervento manuale. Costo del lavoro? Quasi zero, un tecnico guarda tre macchine.
Facciamo un calcolo finanziario conservativo (basato sui dati reali dei clienti):
| Progetto | valore numerico | Descrizione |
|---|---|---|
| Uscita in modalità singola | 8 | Uno su otto |
| tempo di ciclo | 7,37 secondi | dati reali |
| Produzione oraria | 3.904 | 3600÷7.37×8 |
| Produzione giornaliera (22h) | 85.888 | Riservare 2 ore per il cambio/manutenzione dello stampo |
| Produzione mensile (26gg) | 2.233.088 | |
| Produzione annua (11 mesi) | 24.564.000 | Concedere 1 mese per la revisione/vacanze |
| Prezzo di vendita unitario (esempio) | 0,0188 EUR | Il prezzo di mercato del guscio inferiore della scatola da imballaggio a pareti sottili è di circa 0,0125-0,0251 EUR |
| valore della produzione annua | Informazioni su 461.494 EUR | |
| Costo del materiale (circa il 60%) | 277.147 EUR | |
| Tariffa elettricità + manodopera + manutenzione (circa 15%) | 68.973 EUR | |
| profitto lordo annuo | Informazioni su 115.373 EUR | Non comprende l'ammortamento dello stampo |
Lo stampo è un investimento una tantum, presupponendo 37.622 EUR, e verrà speso nel primo anno.L'utile netto è di circa 90.292 EUR nel primo anno e l'utile netto è di circa 115.373 EUR ogni anno a partire dal secondo anno.
Se il cliente raggiunge 5 milioni di stampi, questo set di stampi può funzionare per quasi due anni (sulla base di circa 6.500 stampi al giorno). La produzione totale è di 40 milioni di prodotti e il profitto lordo totale supera 752.436 EUR.Un set di stampi, due anni, 6 milioni di profitto lordo.Questo è ciò che chiamiamo "macchina per la stampa di denaro".
All'inizio questo cliente era titubante. In precedenza avevano utilizzato un set di stampi quattro in uno con un tempo di ciclo superiore a 9 secondi e un tasso di resa di circa il 92%. Qualcuno doveva vigilare e tagliare le bave ad ogni turno. Dopo aver cambiato il nostro stampo, i dati del primo mese li hanno sorpresi:
Il capo del cliente mi ha detto qualcosa che ricordo ancora: “Se lo avessi saputo, non avrei dovuto confrontare i prezzi in primo luogo e avrei dovuto contattarti direttamente."
Successivamente, hanno aggiunto in successione 3 serie dello stesso stampo. Ora quattro serie di stampi funzionano contemporaneamente, producendo più di 340.000 prodotti al giorno, che vengono forniti a tre fabbriche di imballaggi alimentari, e la domanda supera l’offerta.
Mi occupo di vendita di stampi da così tanti anni e ho visto troppe persone spendere le proprie energie nel "mercanteggiare". Ma in realtà il prezzo dello stampo rappresenta una piccola parte dell’intero ciclo di vita del progetto. Ciò che influenza davvero i tuoi soldi sono queste cose:
Il nostro set di otto stampi in PP a pareti sottili H T Mould non è dei più economici, ma deve esserloCiò che ti rende più redditizio. 3 milioni di tempi di stampo sono un numero conservativo e da 5 a 6 milioni di tempi di stampo sono completamente fattibili per la normale manutenzione. Disponiamo di soluzioni tecniche dettagliate, report di analisi del flusso dello stampo e dati operativi sul sito del cliente. Puoi visitare l'azienda in qualsiasi momento o recarti presso la sede del cliente per verificare di persona: uno stampo viene prodotto in 7,37 secondi, 8 prodotti vengono realizzati in modo accurato e il tasso di rendimento è superiore al 99,5%.
I buoni stampi non costano denaro, fanno solo soldi.
H T Mould Ingegnere commerciale