
Clicca sull'immagine per vedere il video di produzione
Salve a tutti, clienti, partner e colleghi.
Vorrei condividere un progetto recente particolarmente rappresentativo: sviluppo stampo e ottimizzazione della produzione di serie per una scatola trasparente in PS destinata al packaging di cioccolatini. Lo stampo adotta un layout a 8 cavita e il prodotto richiede elevati standard di finitura superficiale, coerenza dimensionale ed efficienza di stampaggio.
Con questo progetto abbiamo risolto problemi tipici dei pezzi trasparenti, come segni di flusso e bolle, ottenendo al tempo stesso una buona stabilita in produzione. La condivisione segue cinque aspetti: caratteristiche del prodotto, analisi Moldflow, progettazione stampo, messa a punto del processo e dati di produzione.
Il cliente doveva produrre una scatola quadrata per cioccolatini in PS (polistirene), con elevata trasparenza, assenza di flow marks, bolle o silver streaks, spessore uniforme e stabilita dimensionale in apertura e chiusura. L'obiettivo produttivo era di oltre 500.000 pezzi al mese, per cui abbiamo proposto una soluzione hot runner a 8 cavita per alzare l'efficienza e ridurre il costo unitario.
Il PS ha una buona fluidita, ma la trasparenza e molto sensibile alle condizioni di processo: temperature troppo alte portano a degradazione e ingiallimento, troppo basse a stress interni o segni di flusso; una velocita di iniezione eccessiva genera jetting, mentre una velocita troppo bassa evidenzia le linee di giunzione. Questo richiede grande attenzione sia in progetto sia in avviamento.
Prima di iniziare la costruzione stampo abbiamo eseguito un'analisi Moldflow completa. Le immagini riportano i risultati principali; ecco i punti piu importanti:
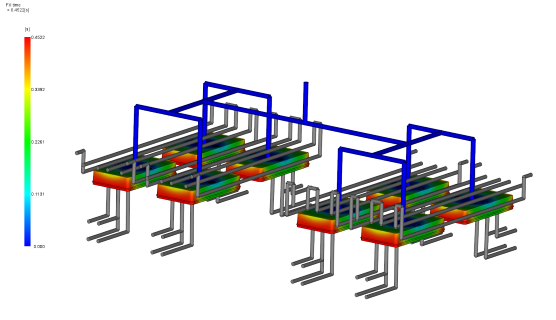
1. Analisi del tempo di riempimento (Fill time = 0.4729 s)
Il riempimento resta intorno a 0.47 s, con bilanciamento molto buono tra le cavita e differenza tra massimo e minimo entro il 10%, un risultato ottimale per uno stampo multi-cavita a 8 impronte.
2. Distribuzione della temperatura stampo
Dati come "Circuit metal temperature" (31.7–31.9°C) e "Circuit coolant temperature" (25.65–26.30°C) mostrano un circuito di raffreddamento ben progettato, con differenza termica sulla superficie entro 1°C, fondamentale per evitare warpage e ritiro non uniforme nei pezzi trasparenti in PS.
3. Temperatura superficiale dell'hot runner (41.88°C)
La punta dell'hot runner e controllata correttamente, evitando l'ingresso di materiale freddo in cavita e riducendo la formazione di flow marks.
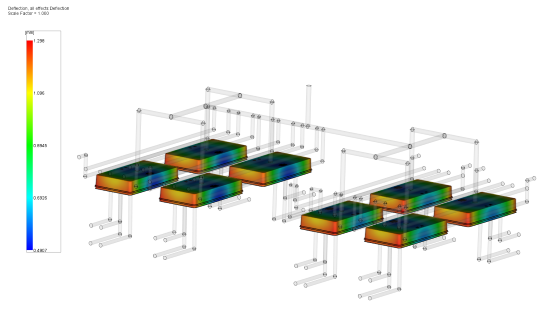
4. Analisi della deformazione (Deflection 0.8945 mm → 0.4907 mm)
Nel concept iniziale la deformazione era eccessiva; regolando il layout dei circuiti acqua e la curva di compattazione siamo scesi sotto 0.5 mm, in linea con le esigenze funzionali della scatola.
L'analisi Moldflow ci ha permesso di evitare in anticipo almeno tre rischi: riempimento sbilanciato, surriscaldamento locale e deformazione eccessiva. Ecco perche in H T Mould insistiamo sempre su una logica "prima analizzare, poi costruire".
Sulla base dell'analisi abbiamo definito la seguente soluzione:

La produzione di serie e stata eseguita su una pressa Aotai. Dai dati reali abbiamo ricavato i parametri principali riportati di seguito.
Dai 10 cicli consecutivi registrati:
| Ciclo | Tempo di riempimento (s) | Chiusura stampo (s) | Apertura stampo (s) | Ciclo totale (s) | Velocita media di iniezione | Pressione massima di iniezione (bar) |
|---|---|---|---|---|---|---|
| 0-9 | 3.91~4.06 | 1.71 | 1.89~1.90 | 9.34~9.46 | 212~222 | 141~148 |
I dati mostrano una iniezione a piu stadi (P1/P2/P3):
- P1:65 bar,65%
- P2:100 bar,70%
- P3:0 bar,0%
La fase di compattazione in "Hold Mode" riduce efficacemente i ritiri.


Durante la messa a punto iniziale si sono presentati alcuni problemi tipici:
Problema 1: lievi flow marks in alcune cavita
→ Bilanciando la temperatura dell'hot runner abbiamo scoperto che il rapporto di riscaldamento dell'ugello #2 era troppo basso (9.1%). Corretto il valore, le temperature si sono uniformate e i segni sono scomparsi.
Problema 2: segni superficiali in estrazione
→ Abbiamo aumentato il numero di spinte, ottimizzato il layout degli espulsori e ridotto il valore finale della compattazione per diminuire la forza di serraggio sul pezzo.
Problema 3: ciclo troppo lungo (oltre 12 s)
→ Ottimizzando la portata dell'acqua di raffreddamento e la curva di apertura stampo, il tempo di raffreddamento e sceso da 4.5 a 3 s e il ciclo si e stabilizzato a 9.4 s.
Lo stampo ha gia superato 12.000 cicli in modo stabile. Con 8 cavita per ciclo, la resa e passata dal 98.5% iniziale al 99.8%. I risultati principali sono:
| Indicatore | Valore |
|---|---|
| Ciclo | 9.4 s/stampata |
| Pezzi per stampata | 8 pezzi |
| Massimo teorico giornaliero (24 h) | Circa 73.500 pezzi |
| Produzione reale giornaliera (85% efficienza) | Circa 62.000 pezzi |
| Resa | 99.8% |
L'aspetto dei pezzi trasparenti ha superato l'ispezione totale del cliente: nessun flow mark, bolla o silver streak e CPK dimensionale pari o superiore a 1.33, pienamente conforme ai requisiti funzionali del packaging.
Secondo il cliente, stabilita e qualita della trasparenza hanno superato le aspettative. L'abbinamento fra 8 pezzi per ciclo e 9.4 s di tempo ciclo ha ridotto sensibilmente il costo unitario e ha portato a un secondo ordine per uno stampo analogo.
Questo progetto ci ha confermato alcuni punti chiave per gli stampi multi-cavita in PS trasparente:
1. L'analisi Moldflow non e una formalita: determina posizione gate, equilibrio di raffreddamento e controllo della deformazione, e in questo caso ha rispecchiato molto bene i dati reali di produzione.
2. La precisione del controllo termico dell'hot runner e vitale per i pezzi trasparenti: PID indipendente per zona, mantenimento temperatura e preriscaldo sincronizzato sono indispensabili.
3. La velocita di iniezione deve essere veloce ma controllata: il PS trasparente richiede riempimento medio-alto ma senza jetting, quindi abbiamo adottato una curva multi-stadio.
4. L'equilibrio di raffreddamento conta piu della semplice riduzione della temperatura stampo: la differenza termica sulla superficie deve restare entro 1°C per garantire uniformita multi-cavita.
5. Espulsione e sfiato determinano la stabilita a lungo termine; non conviene semplificare questi sistemi per risparmiare sul breve periodo.
Un ultimo punto importante: nei calcoli di capacita multi-cavita e facile confondere numero di stampate e numero di pezzi. In questo caso:
- Ciclo di 9.4 s → 383 stampate/ora → 8 pezzi/stampata → 3.064 pezzi/ora
- Il valore teorico su 24 ore e circa 73.500 pezzi, ma considerando cambio stampo, pulizia macchina e controlli qualita, a un'operativita dell'85% la produzione reale e circa 62.000 pezzi/giorno. Questo e il dato piu affidabile da usare in business case reali.
H T Mould punta da sempre a offrire un servizio completo di analisi, progettazione, prova stampo e produzione di serie. Questo stampo per scatola trasparente in PS non e il progetto piu complesso che realizziamo, ma rappresenta molto bene la categoria degli stampi di precisione multi-cavita per componenti trasparenti. Speriamo che questa condivisione sia utile anche ad altri produttori.
Se avete applicazioni simili, componenti trasparenti, stampi multi-cavita o prodotti con elevate esigenze estetiche, il team tecnico H T Mould e a disposizione. Non costruiamo solo stampi: conosciamo a fondo anche il processo di stampaggio che li rende redditizi in produzione.
Grazie.
— Zhang, H T Mould