Pratica H T Mould di progettazione e produzione per uno stampo durevole a 8 cavità
Ciao a tutti, sono un ingegnere tecnico presso H T Mould. Oggi vorrei condividere con voi un caso tipico che abbiamo recentemente completato: una serie di stampi a iniezione utilizzati per produrre coperchi trasparenti per scatole di imballaggio di cioccolato in PS. Questo set di stampi adotta un layout con 1 cavità su 8 e il materiale del prodotto è polistirene trasparente (PS), che presenta elevati requisiti di qualità della superficie, precisione dimensionale ed efficienza produttiva. Dopo quasi un anno di verifica della produzione di massa, lo stampo funziona stabilmente, con un tasso di rendimento superiore al 98,5% e un'aspettativa di vita compresa tra 5 e 6 milioni di stampi. Di seguito sono riportate alcune delle nostre pratiche e riflessioni durante i processi di progettazione, produzione, debug e manutenzione.

Il prodotto del cliente è un coperchio trasparente per una scatola di cioccolato. I requisiti estetici sono elevati e non sono ammessi difetti quali evidenti segni di flusso, bolle, striature argentate o ritiri. Allo stesso tempo è necessario garantire un buon effetto di sformatura e coerenza dimensionale. Il materiale PS trasparente ha una buona fluidità, ma è sensibile alla temperatura e soggetto a stress interno. Pertanto, il sistema di colata, il sistema di raffreddamento e la struttura di scarico richiedono particolare attenzione durante la progettazione dello stampo.
La soluzione finale che abbiamo deciso è stata uno stampo a canale caldo 1 su 8 con una disposizione simmetrica degli ugelli caldi per garantire un riempimento equilibrato di ciascuna cavità.
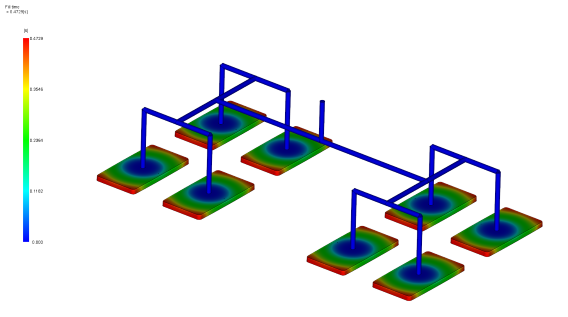


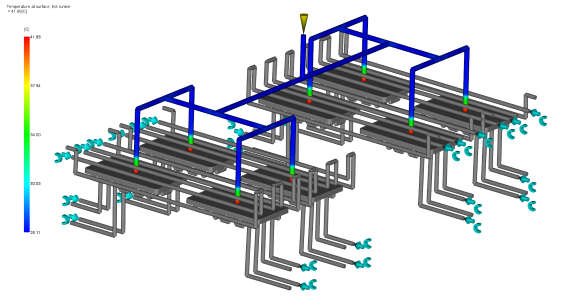
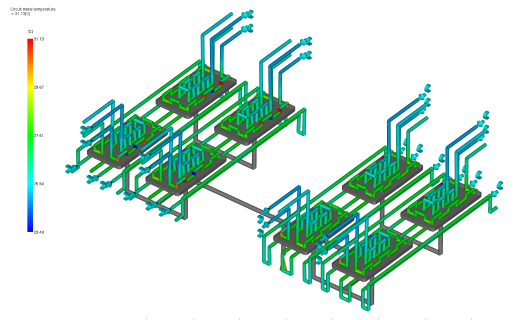
Nella fase di progettazione dello stampo, utilizziamo il software di analisi del flusso dello stampo per simulare il processo di riempimento e raffreddamento. I dati salienti sono i seguenti:
| progetto di analisi | valore numerico | Descrizione |
|---|---|---|
| riempire il tempo | 0,4729 secondi | Riempimento equilibrato, senza segni di colata evidenti |
| temperatura del liquido di raffreddamento | 26.30℃ | Aumento della temperatura ≤1,3℃, raffreddamento uniforme |
| Temperatura superficiale del canale caldo | 41.88℃ | Stabile alla temperatura |
| Temperatura della cavità metallica | 31.73℃ | Piccolo stress interno e nessuna deformazione |
Sulla base dei risultati dell'analisi del flusso dello stampo, abbiamo progettato sufficienti canali per l'acqua di raffreddamento nello stampo e adottato una struttura di raffreddamento conforme per garantire un raffreddamento costante di ciascuna cavità.
Il cliente richiede che la durata dello stampo sia garantita pari a 3 milioni di stampi e che possa raggiungere 5-6 milioni di stampi in condizioni di utilizzo normale. Ciò impone requisiti più elevati in termini di materiali dello stampo, trattamento termico e progettazione strutturale.
Materiali della base dello stampo e della cavità: La base dello stampo è realizzata in S50C importato e la cavità e il nucleo sono realizzati in acciaio per stampi di alta qualità. Dopo il trattamento termico sotto vuoto, la durezza raggiunge HRC48-52, che ha una buona resistenza all'usura e alla fatica. I componenti chiave come gli ugelli caldi e i cursori sono realizzati in acciaio per utensili per lavorazione a caldo ad alte prestazioni.
Sistema di scarico: La scanalatura di scarico deve essere ispezionata e pulita ogni 100.000 stampi, quindi abbiamo riservato un inserto di scarico per un facile smontaggio e manutenzione durante la progettazione. La profondità della scanalatura di scarico è controllata a 0,02-0,03 mm, il che può scaricare efficacemente il gas nella cavità senza causare bave.
Gestione delle parti soggette ad usura: Controllare gli ugelli caldi, le molle, i perni degli espulsori del gas, i blocchi antiusura e altri componenti ogni 1 milione di cicli dello stampo. Le molle sono di marche importate e il rapporto di compressione è controllato entro il 30% per garantire un utilizzo a lungo termine senza guasti. Il perno di espulsione adotta una struttura air-top per evitare che i prodotti trasparenti vengano sbiancati o danneggiati.
Manutenzione quotidiana: Lo stampo necessita di essere lubrificato ogni giorno. Abbiamo installato punti di riempimento di olio lubrificante centralizzati e un sistema di lubrificazione automatica sullo stampo per ridurre la difficoltà del funzionamento manuale.
| Nome del parametro | Valore reale |
|---|---|
| tempo di iniezione | 0,55 secondi |
| Posizione finale dell'iniezione | 107,7-107,8 mm |
| Posizione di commutazione della pressione | 37,8-38,2 mm |
| Quantità di materiale rimanente | 37,4-37,6 mm |
| Posizione di fusione | 101,2-101,3 mm |
| Tempo di fusione | 3,63-3,77 secondi |
| Orario di apertura dello stampo | Circa 3,18 secondi |
| Orario di chiusura dello stampo | 1,77 secondi |
| periodo del ciclo | 14.01-14.14 secondi |
| controllo della temperatura | valore numerico |
|---|---|
| Temperatura della botte | 255-260℃ |
| Temperatura del canale caldo | 240-260℃ |
| Temperatura dell'acqua di raffreddamento dello stampo | 26.3℃ |
Dai dati si può vedere che l'apparecchiatura funziona stabilmente e l'intervallo di fluttuazione di ciascun parametro è molto ridotto. Ciò è dovuto alla buona progettazione dello stampo e allo stato delle attrezzature.
| Tipo di domanda | Analisi delle cause | soluzione |
|---|---|---|
| Segni di flusso su prodotti trasparenti | Il cancello è troppo piccolo e il riempimento è troppo veloce. | Allarga il cancello e controlla la velocità di iniezione in sezioni |
| Alcune cavità non sono completamente riempite | Squilibrio della temperatura del canale caldo | Regolare la temperatura e il cancello, differenza di peso ≤0,5% |
| Scarso scarico di produzione a lungo termine | Depositi di carbonio nella scanalatura di scarico | Pulire la fessura di scarico ogni 100.000 cicli dello stampo |
| Ciclo di manutenzione | Contenuto della manutenzione |
|---|---|
| Manutenzione quotidiana | Aggiungere olio alle parti scorrevoli, controllare l'acqua di raffreddamento e controllare l'aspetto del prodotto |
| Ogni 100.000 stampi | Pulire la scanalatura di scarico e controllare l'usura del perno di espulsione/blocco di scorrimento/guida |
| Ogni 1 milione di stampi | Controllare l'ugello caldo/molla/cappello dell'aria/blocco antiusura e pulire accuratamente il canale d'acqua |
Secondo questo piano di manutenzione, lo stampo rimarrà in buone condizioni quando raggiungerà i 3 milioni di stampi e si prevede che continuerà ad essere utilizzato fino a 5-6 milioni di stampi.
| Confronta gli articoli | Muffa ordinaria | Piano [[MARCA]]. |
|---|---|---|
| Vita della muffa | 1-2 milioni di tempi di stampo | 5-6 milioni di tempi di stampo |
| Tasso di resa del prodotto | 95% | Oltre il 98,5% |
| Costo di manutenzione | alto | Basso (modulare e facile da sostituire) |
| Tempo di raffreddamento | punto di riferimento | Circa il 15% più corto |
Allo stato attuale, lo stampo ha prodotto stabilmente più di 2 milioni di stampi, con un tasso di rendimento superiore al 98,5%. Il ciclo di stampaggio di un pezzo singolo dura circa 14 secondi e 8 cavità producono 8 prodotti per stampo. La capacità produttiva giornaliera è considerevole.
La chiave del successo di questo stampo trasparente per coperchio per scatola di imballaggio in cioccolato PS risiede in un'adeguata analisi precoce del flusso dello stampo, in una progettazione ragionevole della struttura dello stampo, in una rigorosa selezione dei materiali e in un piano di manutenzione scientifica. La progettazione dello stampo non si realizza dall'oggi al domani e deve essere continuamente ottimizzata sulla base dell'analisi teorica e combinata con l'esperienza di produzione in loco.
Per gli stampi dei prodotti trasparenti, i seguenti punti meritano particolare attenzione:
- La progettazione del sistema di colata dovrebbe considerare pienamente l'equilibrio del flusso e il calore di taglio
- Il sistema di raffreddamento deve garantire un raffreddamento uniforme in ogni zona
- Il sistema di scarico deve essere affidabile e facile da pulire
- Il sistema di espulsione evita segni di espulsione e stress
Allo stesso tempo, il raggiungimento della durata dello stampo non dipende solo dalla progettazione e dalla produzione, ma dipende anche dal funzionamento standardizzato e dalla manutenzione regolare durante l'uso. Il programma di manutenzione che forniamo ha effetti notevoli nelle applicazioni pratiche ed è degno di promozione in altri progetti simili.
Quanto sopra è il caso della condivisione di questo tempo. Spero che possa essere utile ai colleghi impegnati nella progettazione di stampi e nella produzione di stampaggio a iniezione. Benvenuti a comunicare e discutere!
[[MARCA]] Ingegnere tecnico Zhang Gong