Pubblicato da: H T Mould China Limited
Parole chiave: stampo bubble tea a 8 cavita, etichettatura in-mould, pressa elettrica, vita stampo 3 milioni di cicli, ROI in paesi ad alto costo elettrico

Nella produzione di articoli plastici, lo stampo viene spesso visto come un investimento fisso una tantum. Per H T Mould, invece, uno stampo multi-cavita preciso e stabile e lo strumento piu efficace per ridurre il costo unitario e accelerare il ritorno dell'investimento.
Nei paesi con energia industriale molto costosa, come Egitto, Turchia, Pakistan o Nigeria, il numero di cavita, l'efficienza di raffreddamento e la stabilita del ciclo determinano direttamente il consumo della pressa e la redditivita complessiva.

Durante K 2025 in Germania, H T Mould e il gruppo LKIMM hanno presentato insieme uno stampo IML a 8 cavita per bicchiere bubble tea da 650 ml, abbinato a una pressa all-electric ad alta velocita LKIMM ELETTRICA-S 450T, ottenendo:
Questo articolo analizza la soluzione da tre prospettive, progetto stampo, scelta della pressa e confronto economico in EUR/EGP/TRY, per mostrare come sia possibile ridurre il payback sotto i 6 mesi e massimizzare il profitto di lungo periodo nei mercati con energia costosa.
| Voce | Valore |
|---|---|
| Prodotto | Bicchiere bubble tea da 650 ml (PP) |
| Numero cavita | 8 |
| Dimensioni stampo | 650 × 980 × 560 mm |
| Peso stampo | ≈3.9 t |
| Materiale | Inserti stampo: S136 (HRC48–52) |
| Vita garantita | 3 milioni di cicli |
| Vita reale | 5–6 milioni di cicli con manutenzione regolare |
| Metodo produttivo | Etichettatura in-mould (IML) |
| Hot runner | 8 ugelli valvolati con controllo indipendente |
| Raffreddamento | Conformal cooling + separatori ad alta efficienza |
| Precisione posizionamento etichetta | ±0.1 mm |
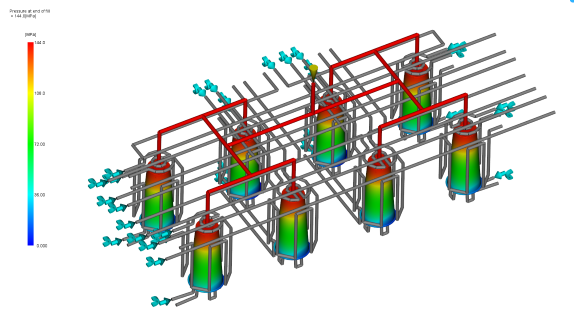
1.2.1 Hot runner altamente bilanciato
Il sistema utilizza 8 ugelli valvolati con controllo termico indipendente. La deviazione di peso tra le 8 cavita rimane entro <= 1.5%, ben al di sotto della media di settore del 3–5%.
Perche e importante? Un riempimento sbilanciato allunga il ciclo, aumenta gli scarti e fa sprecare energia, aspetto particolarmente critico nei paesi con elettricita costosa.
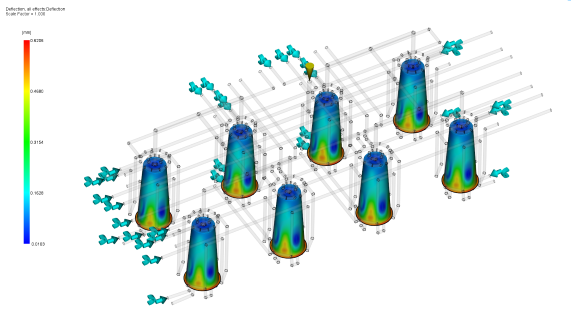
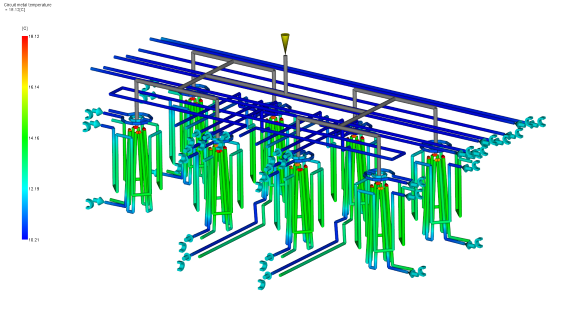
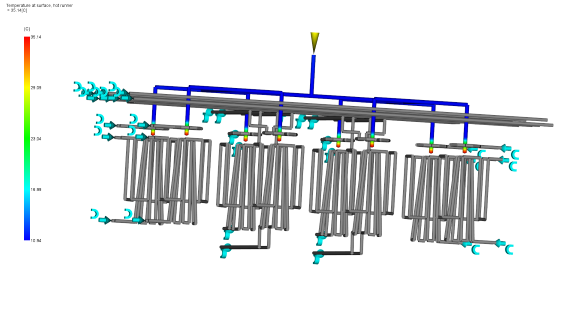
1.2.2 Raffreddamento conforme ad alta efficienza
I canali 3D seguono il profilo della cavita. Con acqua a 16–20℃, la differenza di temperatura in superficie resta entro ±1℃.
Risultato: il tempo di raffreddamento si riduce da circa 4.5 s dei layout tradizionali a 1.5–2 s, rendendo possibile un ciclo totale di 7.5 s.

1.2.3 Progettazione dedicata per l'IML
La cavita integra microfori di vuoto e sedi di posizionamento etichetta. In combinazione con il robot, consente inserimento e prelievo automatici con deviazione di posizionamento <= 0.1 mm.
Vantaggi: nessun intervento manuale, produzione continua 24/7 e scarto contenuto entro il 2%.
1.2.4 Lunga durata e manutenzione semplificata
La durata dello stampo e la facilita di manutenzione determinano il profitto di lungo periodo del cliente. Per questo abbiamo previsto:
La produzione e garantita per 3 milioni di cicli, con utilizzo reale stabile fino a 5–6 milioni di cicli.
Valore per il cliente: con un ciclo di 7.5 s, 3 milioni di cicli equivalgono a circa 260 giorni di produzione continua. Una vita reale di 5–6 milioni di cicli consente a un solo stampo di coprire 1.5–2 anni di lavoro a pieno carico.
| Parametro | ELS450 |
|---|---|
| Forza di chiusura | 4500 kN (450 ton) |
| Luce interna colonne | 870 × 870 mm |
| Spessore stampo massimo | 820 mm |
| Spessore stampo minimo | 400 mm |
| Corsa apertura | 1620 mm |
| Unita di iniezione raccomandata | 1700MS (alta velocita) |
| Velocita di iniezione massima | 350 mm/s |
| Pressione di iniezione massima | 230 MPa |
| Potenza nominale macchina | ≈75 kW (operativita reale ≈28 kW) |
| Voce di confronto | Idraulica tradizionale (450T) | LKIMM all-electric (450T) |
|---|---|---|
| Potenza media assorbita | 45–55 kW | 25–30 kW |
| Consumo acqua di raffreddamento | Riferimento | -60% |
| Costo manutenzione | Alto | Basso |
| Precisione iniezione/compattazione | ±0.1 mm | ±0.01 mm |
| Stabilita etichetta IML | Media | Eccellente |
| Rumore | 75–80 dB | < 68 dB |
| Vita macchina | 8–10 anni | Oltre 15 anni |
| Risparmio energetico | — | 25–30% |

Pressa idraulica: 50 kW × 24 h × 300 giorni = 360.000 kWh/anno
Pressa all-electric: 28 kW × 24 h × 300 giorni = 201.600 kWh/anno
Risparmio annuo di energia: 158.400 kWh
Solo in Egitto, il risparmio annuo sull'elettricita arriva a circa 2.495 milioni di EGP.
| Parametro | Valore |
|---|---|
| Ciclo stabile | 7.5 s |
| Cicli/ora | 480 |
| Produzione oraria | 3.840 pz |
| Produzione giornaliera (24 h) | 92.160 pz |
| Giorni/anno | 300 |
| Produzione annua | ≈ 27.65 milioni di bicchieri |
| Conformita prodotto | 98% |
| Voce | Idraulica | All-electric |
|---|---|---|
| Potenza media (kW) | 50 | 28 |
| Consumo annuo (kWh) | 360.000 | 201.600 |
| Risparmio annuo (kWh) | — | 158.400 |
| Voce di costo | Pressa idraulica (EUR/anno) | Pressa full electric (EUR/anno) | Risparmio annuo (EUR) |
|---|---|---|---|
| Energia elettrica | 36.117 | 20.228 | 15.889 |
| Acqua di raffreddamento | 1.881 | 752 | 1.129 |
| Manutenzione | 5.016 | 1.881 | 3.135 |
| Manodopera | 22.573 | 5.643 | 16.930 |
| Perdite da scarto | 7.524 | 3.762 | 3.762 |
| Totale | 73.112 | 32.267 | 40.845 |
Differenza di investimento: circa 81.500 EUR, payback circa 24 mesi.
| Voce di costo | Pressa idraulica (10.000 EGP/anno) | Pressa full electric (10.000 EGP/anno) | Risparmio annuo (10.000 EGP) |
|---|---|---|---|
| Energia elettrica | 567.0 | 317.5 | 249.5 |
| Acqua di raffreddamento | 6.8 | 2.7 | 4.1 |
| Manutenzione | 18.0 | 6.8 | 11.2 |
| Manodopera | 81.0 | 20.3 | 60.7 |
| Perdite da scarto | 27.0 | 13.5 | 13.5 |
| Totale | 699.8 | 360.8 | 339.0 |
I clienti egiziani possono recuperare l'investimento in circa 3.2 mesi.
| Voce di costo | Pressa idraulica (10.000 TRY/anno) | Pressa full electric (10.000 TRY/anno) | Risparmio annuo (10.000 TRY) |
|---|---|---|---|
| Energia elettrica | 423.4 | 237.1 | 186.3 |
| Acqua di raffreddamento | 5.0 | 2.0 | 3.0 |
| Manutenzione | 13.4 | 5.0 | 8.4 |
| Manodopera | 60.5 | 15.1 | 45.4 |
| Perdite da scarto | 20.2 | 10.1 | 10.1 |
| Totale | 522.5 | 269.3 | 253.2 |
I clienti turchi possono recuperare l'investimento in circa 4 mesi.
| Paese | Prezzo elettricita (valuta locale/kWh) | Risparmio operativo annuo | Differenza investimento | Payback (mesi) |
|---|---|---|---|---|
| Cina | 0,10 EUR | 40.900 EUR | 81.500 EUR | 24 |
| Egitto | 15.75 EGP | 3.39 milioni EGP | 900.000 EGP | 3.2 |
| Turchia | 11.76 TRY | 2.53 milioni TRY | 840.000 TRY | 4.0 |
Conclusione: piu alto e il costo dell'energia, piu rapido diventa il ritorno dell'investimento sulla macchina all-electric.
| Frequenza | Intervento |
|---|---|
| Ogni turno | Controllo e lubrificazione |
| Ogni 100.000 cicli | Pulizia sfiati, cave laterali e canali di raffreddamento |
| Ogni 500.000 cicli | Controllo hot runner e sostituzione espulsori soggetti a usura |
| Ogni 1 milione di cicli | Manutenzione approfondita da parte di tecnici specializzati |
| Voce | Costo per intervento (EGP) | Frequenza | Costo annuo (EGP) |
|---|---|---|---|
| Lubrificazione quotidiana | 30/giorno | 300 giorni | 9.000 |
| Manutenzione ogni 100.000 cicli | 2.000 | 3 volte/anno | 6.000 |
| Manutenzione ogni 500.000 cicli | 10.000 | 0.6 volte/anno | 6.000 |
| Totale annuo | — | — | ≈21.000 |
Vita garantita: 3 milioni di cicli ≈ 260 giorni di produzione continua.
Vita reale: 5–6 milioni di cicli ≈ 1.5–2 anni.
L'ammortamento dello stampo incide solo per circa il 6% sul prezzo di vendita del bicchiere, mentre il risparmio energetico copre piu del doppio di questo importo.
| Voce | Soluzione iniziale (2 presse idrauliche) | Nuova soluzione (1 pressa all-electric) |
|---|---|---|
| Bicchieri prodotti/anno | 18 milioni | 27.65 milioni |
| Costo energia annuo | 3.4 milioni | 1.6 milioni |
| Manodopera annua | 600.000 | 100.000 |
| Manutenzione annua | 120.000 | 21.000 |
| Costo totale annuo | 4.12 milioni | 1.721 milioni |
| Profitto annuo | 4.88 milioni | 12.099 milioni |
Investimento totale attrezzature: 4.8 milioni EGP, payback circa 8 mesi.
Risparmio cumulato in 10 anni: 33.9 milioni EGP, pari al costo di 28 stampi a 8 cavita.
Consiglio operativo: quotare in EUR o USD, oppure valutare modelli di profit sharing.
Nei paesi con elettricita costosa, la combinazione stampo H T Mould a 8 cavita + pressa all-electric LKIMM puo rientrare in circa 3-4 mesi.
H T Mould non vende solo stampi: fornisce un'unita produttiva efficiente e misurabile.
Contattateci per ricevere un'analisi ROI dedicata al vostro progetto.
| Voce | Informazione |
|---|---|
| Azienda | H T Mould China Limited |
| Sito web | www.chinamoldshop.com |
| Telefono | +86 186 8865 7336 |
H T Mould: trasformiamo ogni kWh in profitto e proteggiamo il vostro rendimento di lungo periodo con una garanzia di 3 milioni di cicli.