Nel packaging FMCG, produttivita, durata dello stampo e costo per pezzo determinano il successo di un progetto. Nell'ottobre 2024, H T Mould ha presentato alla fiera internazionale delle materie plastiche di Jakarta uno stampo hot runner a 8 cavita progettato per bicchieri bubble tea da 650 ml. Con un ciclo di 6 s senza etichettatura, compatibilita con presse da 400T e una vita reale superiore a 5 milioni di cicli, questo stampo ha attirato grande interesse nel Sud-Est asiatico. Qui ne analizziamo gli aspetti tecnici ed economici.

Lo stampo e stato sviluppato per il mercato in forte crescita del take-away bubble tea nel Sud-Est asiatico. I requisiti del cliente erano:
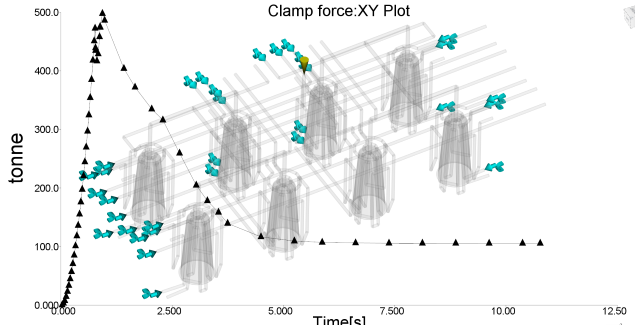
I parametri principali dello stampo finale H T Mould a 8 cavita sono:
| Voce | Valore |
|---|---|
| Cavita | 8 |
| Ciclo | 6 s |
| Dimensioni stampo | 650×980×560 mm |
| Classe pressa | 400T–420T |
| Temperatura fuso PP | 310℃ |
| Temperatura acqua di raffreddamento | 16–20℃ |
| Pressione acqua di raffreddamento | 0.5–0.6 MPa |
| Vita garantita | 3 milioni di cicli |
| Vita reale (con manutenzione normale) | 5–6 milioni di cicli |
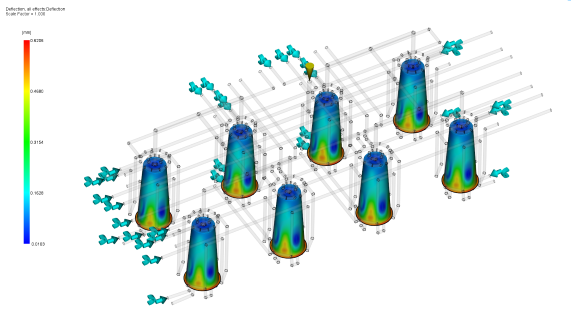
Senza etichettatura, il bicchiere da 650 ml e un componente thin-wall a cavita medio-profonda. I fattori limitanti principali sono il raffreddamento e la cinematica di apertura/chiusura stampo.
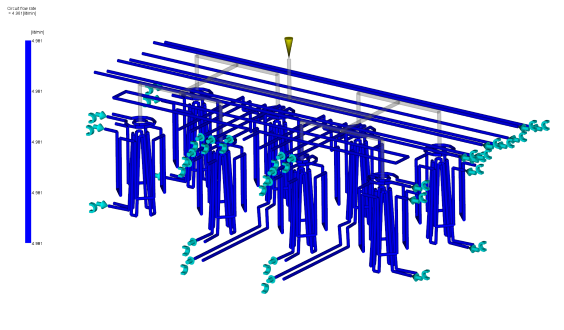
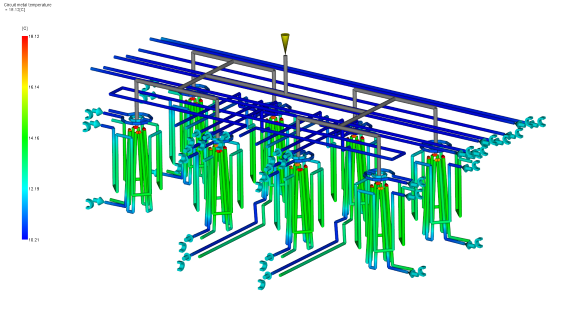
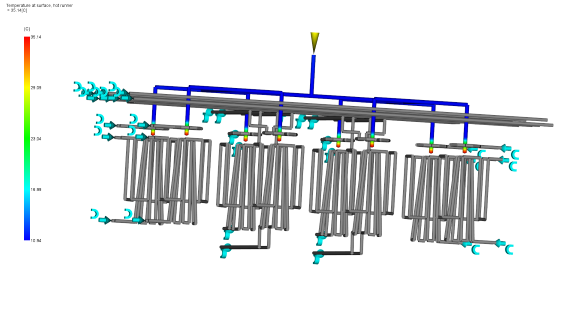
Raffreddamento conforme: canali 3D vicini alla geometria del bicchiere permettono una rimozione uniforme del calore. La temperatura misurata in espulsione e <=45℃, senza bisogno di ulteriori stazioni di raffreddamento.
Acqua ad alta pressione: con 0.5–0.6 MPa e 16–20℃ si ottiene circa il 30% di portata in piu e una migliore asportazione termica.
Espulsione veloce con assistenza aria: evita ritardi dovuti al vuoto e mantiene il tempo di espulsione entro circa 0.6 s.
Materiali: cavita e anima in S136 importato, trattato a HRC 52–54 e sottoposto a trattamento criogenico per ridurre l'austenite residua.
Parti scorrevoli: espulsori, carrelli e colonne guida in acciaio antiusura con rivestimento DLC, con riduzione dell'attrito di circa il 60%.
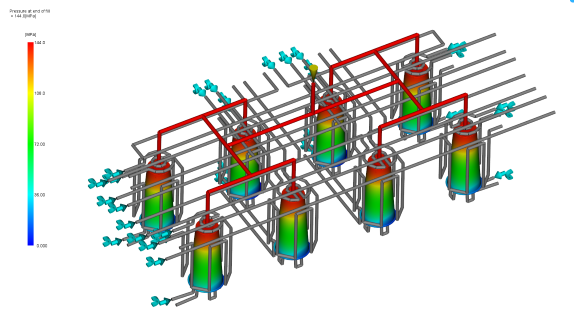
Hot runner: ugelli valvolati multipunto con stabilita termica entro ±1℃ per evitare cold slug e sovraccarichi locali.

La temperatura dell'acqua di raffreddamento locale e spesso elevata; 16–20℃ e gia considerata "acqua fredda", mentre in alcune fabbriche si raggiungono anche 28℃. Aumentando il diametro dei canali e il numero dei circuiti paralleli, la temperatura superficiale dello stampo resta stabile a 32–36℃, evitando allungamenti del tempo di cristallizzazione.
Assumendo un obiettivo di 90.000 pezzi/giorno in produzione continua 24 h:
| Voce | Stampo 4 cavita | Stampo 8 cavita |
|---|---|---|
| Tempo ciclo | 5.5 s | 6 s |
| Produzione teorica/giorno | ~62.000 pz | ~115.000 pz |
| Produzione reale/giorno (85% utilizzo) | ~53.000 pz | ~98.000 pz |
| Numero presse richieste | 2 | 1 |
| Investimento macchine | 2 presse 400T | 1 pressa 400T |
| Investimento stampi | 2 stampi | 1 stampo |
| Manodopera (1 operatore per pressa) | 2/turno | 1/turno |
| Energia per pezzo | riferimento +35% | riferimento |
| Ammortamento stampo (5M cicli) | 0,0011 EUR/pezzo per milione | 0,0006 EUR/pezzo per milione |
Conclusione:
benche il ciclo dello stampo a 8 cavita sia 0.5 s piu lungo, la produzione per macchina aumenta di circa l'85% e il costo complessivo per pezzo si riduce del 28–32%. Per progetti con domanda oltre 80.000 pezzi/giorno, 8 cavita e la scelta economicamente migliore.

Nell'ottobre 2024 lo stampo e stato esposto in produzione dinamica su una pressa da 420T di marchio locale. Ha funzionato per 4 giorni, 10 ore al giorno, producendo circa 190.000 bicchieri senza alcun guasto. I campioni hanno mostrato variazione di spessore <=0.03 mm e rotondita del bordo <=0.15 mm, in linea con le esigenze dei clienti indonesiani per impilamento e termosaldatura film.
Diverse aziende di packaging di Indonesia, Filippine e Malesia hanno firmato in fiera lettere di intenti per 3 stampi dello stesso tipo.
Per raggiungere una vita reale di 5–6 milioni di cicli consigliamo:
Attenzione: se il materiale rigenerato supera il 30% o il masterbatch viene cambiato frequentemente, la vita reale puo ridursi a 2.5–3 milioni di cicli.
Questo stampo H T Mould a 8 cavita per bicchiere bubble tea da 650 ml conferma un dato chiave: con raffreddamento conforme, controllo hot runner e design antiusura, e possibile ottenere un ciclo di 6 s e una durata oltre i 5 milioni di cicli anche con presse standard e condizioni tropicali di raffreddamento.
Per gli stabilimenti del Sud-Est asiatico con domanda giornaliera tra 80.000 e 120.000 bicchieri, rappresenta una strada a basso investimento e rapido rientro. Layout di raffreddamento, sistema di espulsione e scelta materiali sono gia stati standardizzati per adattamenti rapidi a formati da 500 ml, 700 ml e 900 ml.
H T Mould: soluzioni di stampi packaging ad alta cavitazione, lunga durata e consegna rapida. Contattateci per consulenza tecnica o simulazioni di capacita produttiva.