Con l'evoluzione del packaging per bevande, i coperchi tethered multifunzione stanno diventando sempre piu richiesti. In questo contesto, "multifunzione" significa integrare nello stesso coperchio flip top, beccuccio, foro di sfiato, valvola anti-ritorno, alette di sospensione e altri elementi, migliorando l'esperienza utente senza accessori aggiuntivi. Questa integrazione, pero, rende lo stampo e il processo di iniezione molto piu impegnativi: pareti sottilissime, geometrie complesse, alta precisione dimensionale e necessita di preservare stabilita e competitivita economica in grandi volumi.
Questo caso mostra come una soluzione a 12 cavita con hot runner a valvole sia riuscita a raggiungere 115.000 pezzi/giorno con un ciclo di 9 s, analizzando controllo temporale delle valvole, riempimento thin-wall, strategia di raffreddamento e stampaggio integrato delle funzioni.
Il coperchio tethered multifunzione da 90 mm e tipicamente usato su bevande premium da asporto, come fruit tea, bubble tea e caffe. Rispetto a un coperchio tethered standard aggiunge:
Queste funzioni creano una distribuzione degli spessori molto irregolare: 0.6 mm nella zona valvola anti-ritorno, 1.2 mm sulle alette e fino a 2.0 mm alla base del beccuccio. La compresenza di pareti sottili e spesse impone requisiti elevatissimi su bilanciamento di riempimento, controllo del ritiro ed efficienza del raffreddamento.
L'obiettivo del cliente era una produzione continua 24 ore su 24, con circa 115.000 pezzi/giorno, usando uno stampo a 12 cavita con ciclo di 9 s su pressa da 420T.
| Parametro | Valore |
|---|---|
| Nome stampo | Stampo per coperchio tethered multifunzione da 90 mm |
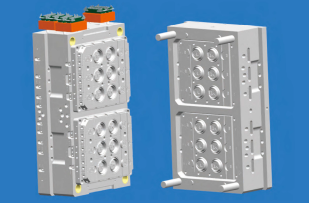
| Numero cavita | 12 (layout 2×6) |
| Dimensioni stampo | 620×1025×540 mm |
| Classe pressa | 420 ton di forza di chiusura |
| Materiale prodotto | PP (temperatura di fusione 310℃) |
| Ciclo | 9.0 s |
| Produzione giornaliera | Circa 115.000 pezzi |
Rispetto a stampi da 16 cavita per coperchi domed o tethered standard, il layout a 12 cavita puo sembrare piu prudente. In realta, la complessita del coperchio multifunzione richiede piu spazio per carrelli, lifter e circuiti acqua indipendenti, riducendo anche il rischio di riempimento sbilanciato. Tra complessita geometrica e cavitazione elevata, 12 cavita rappresentano il miglior compromesso validato da Moldflow.
| Problema | Canale freddo | Hot runner aperto | Hot runner valvolato |
|---|---|---|---|
| Riempimento difficile nelle zone sottili | Elevata perdita di pressione, rischio di short shot | Stringing al gate, sfavorevole per pareti sottili | La valvola controlla con precisione l'apertura e privilegia il riempimento delle zone sottili |
| Sink marks nelle zone spesse | Nessun controllo separato della compattazione | Senza spillo, scarso effetto di mantenimento pressione | Chiusura ritardata delle zone spesse per prolungare la compattazione |
| Segni di gate | Richiede post-lavorazione e rischia di danneggiare le funzioni | Residui di stringing che compromettono la tenuta | Superficie pulita, senza post-lavorazione |
| Spreco materiale | 15–20% | 3–5% | 0% |
Il vantaggio fondamentale del sistema valvolato e che ogni gate puo avere tempi di apertura e chiusura indipendenti, realizzando una vera iniezione sequenziale e permettendo un controllo fine di riempimento e compattazione nelle diverse aree di spessore.
| Gruppo valvole | Area corrispondente | Apertura | Chiusura | Obiettivo |
|---|---|---|---|---|
| Gruppo 1 (4 ugelli) | Zona thin-wall (valvola anti-ritorno e area fori sfiato) | 0.00 s (inizio iniezione) | 0.5 s prima della fine iniezione | Riempimento prioritario per evitare short shot |
| Gruppo 2 (4 ugelli) | Zona di spessore medio (corpo coperchio e alette) | 0.3 s dopo l'inizio | Fine della compattazione | Bilanciamento del riempimento |
| Gruppo 3 (4 ugelli) | Zona spessa (base beccuccio e nervature) | 0.6 s dopo l'inizio | 0.3 s prima della fine compattazione | Chiusura ritardata per compensare il ritiro |
Parametri chiave: tempo totale di iniezione 1.5 s; compattazione totale 2.0 s in due stadi; chiusura degli spilli tramite aria a 0.7 MPa con tempo di risposta <=20 ms.
Con questa logica sequenziale, le aree thin-wall si riempiono rapidamente a bassa viscosita, mentre le zone spesse ricevono compattazione sufficiente nella fase finale. Il tasso di sink marks e passato dal 4.2% iniziale a meno dello 0.5%.
| Criticita | Contromisura |
|---|---|
| Solidificazione precoce | Temperatura cilindro alzata a 310℃ e stampo a 45℃, con riscaldamento locale fino a 55℃ nelle aree thin-wall |
| Richiesta di alta pressione | Velocita di iniezione portata a 120 mm/s, limite pressione 180 MPa e accumulatore ad alta pressione |
| Linee di saldatura | Regolazione della sequenza valvole e aggiunta di gole di sfiato |
| Zona | Area corrispondente | Tipo circuito | Temperatura acqua | Portata |
|---|---|---|---|---|
| Zona 1 | Thin-wall (valvola anti-ritorno, fori sfiato) | Micro canali conformi (φ4 mm) | 22℃ | 8L/min |
| Zona 2 | Area principale del coperchio | Circuito anulare (φ10 mm) | 20℃ | 15L/min |
| Zona 3 | Zona spessa (base beccuccio) | Circuito elicoidale + pozzetto | 18℃ | 20L/min |
| Zona 4 | Alette e nervature | Circuito lineare (φ8 mm) | 20℃ | 12L/min |
Lo stampo realizza in un solo colpo sei gruppi funzionali, tra cui valvola anti-ritorno, fori di sfiato, alette e cerniere. Ogni funzione adotta una strategia di stampaggio dedicata per garantire affidabilita e durata.
| Parametro | Settaggio | Note |
|---|---|---|
| Temperatura cilindro (post./centro/ant./ugello) | 260/290/310/310℃ | Le pareti sottili richiedono temperatura elevata |
| Temperatura stampo (mobile/fisso) | 35/45℃ | Zona thin-wall lato fisso a 55℃ |
| Pressione di iniezione (picco) | 165 MPa | Necessaria per il riempimento thin-wall |
| Velocita di iniezione | 120 mm/s | Iniezione a stadi |
| Compattazione pressione/tempo | 80 MPa → 50 MPa / 2.0 s | Compattazione in due fasi |
| Tempo di raffreddamento | 5.0 s | Ciclo totale 9.0 s |
| Problema | Causa | Soluzione |
|---|---|---|
| Membrana della valvola anti-ritorno che si incolla | Vuoto e membrana troppo sottile | Aggiungere espulsione assistita ad aria e smusso alla base |
| Fori di sfiato ostruiti | Depositi sull'anima e degradazione materiale | Pulizia ultrasonica periodica e utilizzo di distaccante |
| Peso non uniforme tra le 12 cavita | Differenze di temperatura hot runner o sincronia imperfetta degli spilli | Controllo termico indipendente e calibrazione corsa spilli |
La soluzione a 12 cavita con hot runner valvolato per il coperchio tethered multifunzione da 90 mm ha raggiunto 115.000 pezzi/giorno con un ciclo di 9 s, risolvendo con successo la convivenza di aree da 0.6 mm e 2.0 mm. I principali punti di innovazione sono:
| Voce | Valore |
|---|---|
| Cavita | 12 |
| Ciclo | 9.0 s |
| Produzione giornaliera | 115.000 pezzi |
| Peso netto del pezzo | Circa 14.0 g |
| Spessore minimo | 0.6 mm (valvola anti-ritorno) |
| Spessore massimo | 2.0 mm (base beccuccio) |
| Velocita di iniezione | 120 mm/s |
| Pressione di iniezione | 165 MPa |
| Zone di raffreddamento | 4 indipendenti |
| Pressa compatibile | 420T |
Nota: i parametri sopra riportati derivano da dati reali ottenuti con PP copolimero e pressa servo da 420T. In produzione e consigliata una regolazione fine in funzione del lotto materiale e delle condizioni ambientali.