Tra gli accessori per tazze da tè usa e getta e tazze da tè alla frutta, il coperchio ad arco (coperchio ad arco) è diventato uno dei materiali di consumo più utilizzati nei negozi di preparazione del tè grazie ai suoi vantaggi come l'impilamento stabile, la buona tenuta e il facile inserimento delle cannucce. Tuttavia, le coperture per archi sono prodotti a basso valore aggiunto, ad alto volume e con margini di profitto estremamente limitati. Come ridurre il costo di un singolo pezzo a pochi centesimi garantendo al contempo la qualità è l'obiettivo principale della progettazione di stampi e della produzione mediante stampaggio a iniezione.
Questo articolo prende come esempio uno stampo con copertura ad arco da 90 porte per analizzare sistematicamente il modo in cui la soluzione con valvola a spillo a canale caldo a 16 cavità raggiunge un ciclo di 7 secondi e una produzione giornaliera di 197.000 pezzi e smantella la logica di controllo dei costi dalle cinque dimensioni di investimento nello stampo, consumo energetico, manodopera, materie prime e manutenzione.
Il coperchio ad arco è solitamente abbinato ad una tazza da tè al latte o da tè alla frutta calibro 90 (diametro 90 mm). I requisiti sono:
Il piano arcuato ha una certa curvatura, che lo rende facile da impilare senza attaccarsi;
La fibbia del bordo si adatta perfettamente alla bocca della tazza, ma la forza di apertura è ≤15N;
Nessuna etichettatura, solitamente PP bianco, nero o trasparente;
Il prezzo è estremamente sensibile. Il prezzo franco fabbrica di un singolo pezzo è generalmente compreso tra 0,0125-0,0188 EUR e il profitto è misurato in centesimi.
Obiettivo del cliente: produzione continua 24 ore su 24, con una produzione giornaliera di circa 197.000 pezzi. Calcolato sulla base di uno stampo a 16 cavità, il ciclo richiesto è di 7,2 secondi. Alla fine, il periodo di stabilità effettivo ha raggiunto i 7,0 secondi e la produzione giornaliera è stata di 197.000 pezzi, vicino al picco teorico.
| Progetto | parametri |
|---|---|
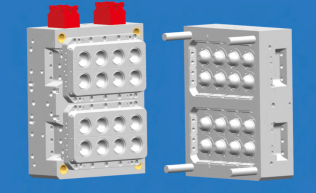
| Nome dello stampo | Stampo per copertura arco a 90 porte |
| Numero di cavità di stampaggio | 16 cavità (disposizione 4×4) |
| Dimensioni dello stampo | 650×850×530 mm |
| Adatto per macchine per stampaggio ad iniezione | Forza di chiusura di 420 tonnellate |
| Materiale del prodotto | PP (temperatura di fusione 310 ℃) |
| Ciclo di stampaggio | 7,0 secondi |
| Produzione giornaliera | Circa 197.000 |
Il layout a 16 cavità sfrutta appieno le dimensioni del modello della macchina 420T. L'area proiettata a cavità singola è di circa 28 cm², l'area totale proiettata è di circa 450 cm² e il fattore di sicurezza della forza di serraggio è 1,5 volte, il che non solo garantisce che lo stampo non si espanda, ma evita anche lo spreco di consumo energetico di un grande carro trainato da cavalli.
Questo stampo utilizza un ugello con valvola a spillo a canale caldo completo, con un totale di 16 valvole a spillo indipendenti, ciascun ugello corrisponde a una cavità. Rispetto al canale freddo o al canale caldo aperto, i vantaggi in termini di costi apportati dalla soluzione con valvola a spillo si riflettono in:
| Progetto | corridore freddo | Canale caldo aperto | Canale caldo con valvola a spillo (in questo caso) |
|---|---|---|---|
| Peso testa/cavità del materiale | 2,5 g | 0,5 g | 0 g |
| Restituire la perdita materiale | circa il 15% | circa il 3% | 0% |
| Segni di cancello | È necessario essere tagliati fuori | C'è la spazzolatura | Liscio, nessuna post-elaborazione richiesta |
| Costo del lavoro | Alto (cancello tagliato) | Medio (spazzolatura pulita) | estremamente basso |
Contabilità dei costi: il peso netto di ciascuna copertura a cupola è di circa 9,5 g, la prevalenza del materiale di ciascuna cavità della soluzione a canale freddo è di circa 2,5 g e il tasso di utilizzo delle materie prime è solo del 79%. Secondo la materia prima PP 1.003 EUR, il costo dei rifiuti di materia prima per 10.000 prodotti:
Canale freddo: 25kg di materia prima sprecata → 25,08 EUR/10.000 pezzi
Canale caldo con valvola a spillo: scarico 0 → 0 EUR/10.000 pezzi
Con una produzione giornaliera di 197.000 unità, il risparmio giornaliero sui costi delle materie prime è di circa 49,41 EUR e il risparmio annuale è di circa 14.798 EUR (basato su 300 giorni). L'investimento una tantum nel sistema con valvola a spillo a 16 cavità è di circa 7.524-10.032 EUR, che può essere recuperato in sei mesi.
Poiché la copertura dell'arco non prevede l'etichettatura nello stampo, non sono necessari l'aspirazione del vuoto, il posizionamento dell'etichetta e altri meccanismi e la struttura dello stampo è notevolmente semplificata:
Eliminare il foro di adsorbimento dell'etichetta e il percorso dell'aria sul lato stampo fisso;
Risparmiare il tempo di attesa dell'etichettatura del robot (2-3 secondi);
Il sistema di espulsione richiede solo una piastra di spinta convenzionale o un perno di espulsione.
Ciò riduce direttamente il ciclo a 7 secondi (i tappi di etichettatura sono solitamente di 10-12 secondi) e riduce i costi di lavorazione dello stampo di circa il 15%.
| azione | tempo (secondi) | Descrizione |
|---|---|---|
| Bloccaggio dello stampo | 0.6 | Bloccaggio dello stampo ad alta velocità e bassa pressione |
| Iniezione + mantenimento della pressione | 1.2 | La valvola a spillo si apre in sequenza per ridurre lo stress |
| raffreddamento | 3.5 | Il tempo centrale determina il ciclo |
| Apertura dello stampo | 0.5 | Apertura rapida dello stampo |
| Espulsione + raccolta del robot | 1.2 | Vengono espulsi 16 prodotti contemporaneamente |
| totale | 7.0 | - |
Il tempo di raffreddamento rappresenta il 50% del ciclo totale. Per il raffreddamento a compressione, lo stampo utilizza un raffreddamento ad acqua ad alta pressione (0,55 MPa, 18-22 ℃) combinato con canali dell'acqua anulari conformabili per ridurre la parte più spessa della copertura a cupola (posizione della fibbia di circa 1,5 mm) alla temperatura di sformatura (circa 60 ℃) entro 3,5 secondi.
La macchina per lo stampaggio a iniezione è azionata da un servomotore 420T e il consumo energetico effettivo per stampo è di circa 0,22 kWh (inclusi asciugatura, controller della temperatura dello stampo e robot). Calcolato sulla base di un periodo di 7 secondi:
Circa 514 modalità all'ora (3600÷7)
Consumo energetico orario: 514 × 0,22 ≈ 113 kWh
Calcolato da 0,1003 EUR per kilowattora: 11,34 EUR/ora
Bolletta elettrica per un singolo prodotto: 90,4 ÷ (514×16) ≈ 0,0014 EUR/pezzo
Se si utilizza una macchina per stampaggio a iniezione tradizionale con motore asincrono, la bolletta elettrica per una singola macchina è di circa 0,0023 EUR, mentre il modello servo consente di risparmiare circa 5.142 EUR sulla bolletta elettrica all'anno.
Utilizzando PP omopolimero (come HP500N o marchi simili), l'indice di fusione è di circa 12-15 g/10 min, tenendo conto sia della fluidità che della tenacità. Il peso netto di ciascuna cupola è di 9,5 g (comprese fibbie e cupola). I prezzi delle materie prime si basano su 1.003 EUR:
Costo singola materia prima: 0,0095 kg × 1 EUR/kg = 0,0095 EUR
Costo giornaliero della materia prima: 197.000 × 0,076 ≈ 14,121,9 EUR
Costo annuale delle materie prime: circa 563.073 EUR (300 giorni)
Il sistema con valvola a spillo non comporta sprechi di materiali resi ed è la prima linea di difesa per controllare i costi delle materie prime. Allo stesso tempo, viene utilizzato il controllo a circuito chiuso per mantenere costante il volume di iniezione di ciascuna cavità (deviazione del peso ± 0,1 g) per evitare lo spreco di iniezioni multiple.
Il tasso di rendimento operativo effettivo è del 98,5% e i principali difetti sono:
| cattivo tipo | Proporzione |
|---|---|
| La fibbia è a corto di materiale | 0.7% |
| Bordo volante | 0.5% |
| Segni di restringimento | 0.3% |
Ogni miglioramento dell’1% nel tasso di rendimento riduce 1.970 scarti al giorno, fa risparmiare circa 18,7 kg di materie prime (del valore di 18,81 EUR) e fa risparmiare 5.643 EUR all’anno. Per questo motivo, il processo prevede rigorosamente la pesatura ogni 2 ore per garantire che il peso di ciascuna cavità sia stabile.
Lo stampo a 16 cavità è dotato di manipolatore ad alta velocità (tempo di prelievo ≤ 1,2 secondi). Dopo l'espulsione, il prodotto cade direttamente sul nastro trasportatore e viene trasportato alla macchina impilatrice e confezionatrice automatica. Ciascun operatore dell'intera officina di stampaggio a iniezione può supervisionare 6 macchine per stampaggio a iniezione dello stesso tipo (comprese coperture ad arco, corpi tazza, ecc.).
Costo del lavoro: 1.003 EUR/mese/persona, ogni persona guarda 6 stazioni → il costo del lavoro di ciascuna stazione è di circa 167,2 EUR/mese
Produzione giornaliera di 197.000 unità → Costo del lavoro per unità: 1.333 ÷ (197.000 × 30) ≈ 0 EUR/pezzo
Quasi trascurabile. Se viene utilizzato il ritiro semiautomatico o manuale, il costo della manodopera per unità aumenterà fino a 0,0013-0,0025 EUR, rendendo completamente impossibile sopravvivere nel mercato a basso prezzo.
Il canale caldo con valvola a spillo a 16 cavità presenta requisiti di manutenzione più elevati, ma il costo è controllato attraverso le seguenti misure:
Pulire l'ago della valvola a spillo ogni 100.000 stampi (circa 5 giorni) per evitare che si incastri;
Sostituire l'anello di tenuta dell'ago della valvola ogni 500.000 cicli dello stampo;
Le boccole del cancello vengono rettificate ogni 2 milioni di cicli dello stampo.
Dopo la conversione: il costo di manutenzione dello stampo è di circa 0,0001 EUR/pezzo e il costo di manutenzione annuale è di circa 5.894 EUR (sulla base di una produzione annua di 59 milioni di pezzi).
Prendiamo come esempio un singolo coperchio a cupola da 90 porte (materiale PP, 9,5 g, nessuna etichetta, canale caldo a 16 cavità):
| Voce di costo | Importo (EUR/pezzo) | Proporzione |
|---|---|---|
| Materie prime (PP, 1.003 EUR/t) | 0,0095 | 85.4% |
| Bolletta elettrica (servo 420T) | 0,0014 | 12.4% |
| Manuale (automatizzato) | 0 | 0.3% |
| Manutenzione dello stampo | 0,0001 | 0.9% |
| Ammortamento di fabbrica e altri | 0,0001 | 1.0% |
| totale | 0,0112 | 100% |
Il costo totale per unità è di circa 0,0112 EUR, mentre il prezzo di mercato è di circa 0,0125-0,015 EUR e il margine di profitto lordo è di circa il 10-25%. Per i prodotti ad alto volume, questo è un margine di profitto più salutare. Se si utilizza un canale freddo (i costi delle materie prime salgono a 0,0118 EUR) o motori non servo (i costi dell’elettricità salgono a 0,0023 EUR), il costo sarà vicino a 0,0135 EUR e i profitti saranno sostanzialmente divorati.
| Fenomeno problematico | Motivo | soluzione |
|---|---|---|
| Nella posizione della fibbia compaiono segni di affondamento | Mantenimento della pressione insufficiente e raffreddamento non uniforme | Aumentare il raffreddamento locale ed estendere il tempo di attesa a 1,2 secondi |
| La valvola a spillo non è chiusa ermeticamente e si formano delle stringhe. | Pressione dell'aria insufficiente, chiusura ritardata | Controllare la pressione dell'aria ≥0,6Mpa, regolare il ritardo di chiusura su 0,05 secondi |
| Il peso della cavità 16 non è coerente | La temperatura del canale caldo non è uniforme e l'ugello è ostruito. | Regolare in modo indipendente la temperatura dell'ugello e pulire regolarmente il filtro |
La soluzione con valvola a spillo a canale caldo a 16 cavità per lo stampo con copertura ad arco a 90 porte ha raggiunto una produzione giornaliera di 197.000 pezzi in un ciclo di 7 secondi. Il costo complessivo di un singolo pezzo è stato ridotto a 0,0112 EUR, mantenendo con successo la competitività nel mercato a basso profitto. L’esperienza principale può essere così riassunta:
Il canale caldo con valvola a spillo è la prima leva per la riduzione dei costi: eliminando la testa del materiale, il tasso di utilizzo delle materie prime è del 100% e l'investimento può essere recuperato in sei mesi;
L'elevato numero di cavità (16 cavità) combinato con un grande tonnellaggio (420T) massimizza la capacità produttiva unitaria e riduce i costi condivisi;
La servomacchina per lo stampaggio a iniezione + il prelievo automatizzato dei pezzi riducono i costi di elettricità e manodopera a livelli estremamente bassi;
Il ciclo di 7 secondi si basa su un raffreddamento efficiente (acqua ad alta pressione 18-22°C + canale navigabile conforme). Ogni riduzione di 0,5 secondi del tempo di raffreddamento aumenta la produzione giornaliera di circa 28.000 pezzi;
Ogni miglioramento dell'1% nel tasso di rendimento si traduce in un risparmio annuale 5.016-6.270 EUR e la gestione dei dettagli è un profitto.
In futuro, con la maturazione degli stampi a cupola da 48 o addirittura da 64 cavità, si prevede che il tempo ciclo sarà entro 5 secondi e il costo di un singolo pezzo scenderà ulteriormente al di sotto di 0,0088 EUR. Tuttavia, la soluzione a 16 cavità in questo caso è ancora la soluzione ottimale in termini di equilibrio del rendimento dell'investimento: investimento moderato, manutenzione semplice ed elevata stabilità ed è adatta alla maggior parte delle aziende di stampaggio a iniezione.
| Progetto | parametri |
|---|---|
| Numero di cavità | 16 |
| ciclo | 7,0 secondi |
| Produzione giornaliera | 197.000 pezzi |
| Peso netto del pezzo singolo | 9,5 g |
| Costo della materia prima | 0,0095 EUR/pezzo |
| costo totale | 0,0112 EUR/pezzo |
| Rendimento | 98.5% |
| Dimensioni dello stampo | 650×850×530 mm |
| Macchina adattabile | 420T |
Nota: i costi sopra indicati si basano sulle stime delle materie prime PP 1.003 EUR/t, dell'elettricità industriale 0,1003 EUR/kWh e dei livelli di manodopera nella Cina orientale nel 2024. Si prega di adeguare in base ai prezzi locali effettivi.