Con l'espansione del mercato globale delle bevande tea ready-to-drink, e in particolare dei formati bubble tea, la domanda di bicchieri plastici di alta qualita, costanti e riciclabili e cresciuta rapidamente. I bicchieri tradizionali, decorati con serigrafia o sleeve termoretraibile, mostrano spesso scarsa resistenza all'usura, distacco dell'etichetta e limitata riciclabilita.
L'etichettatura in-mould (IML) inserisce un'etichetta prestampata nella cavita tramite robot; durante l'iniezione questa si fonde con il materiale e diventa parte integrante del pezzo. I principali vantaggi sono:
Questo caso riguarda uno stampo IML H T Mould a 12 cavita per bicchiere bubble tea modello 90700 da circa 700 ml, progettato per una pressa da 480T. I dati principali sono i seguenti:
| Voce | Valore |
|---|---|
| Prodotto | Bicchiere bubble tea 90700 |
| Cavita | 12 |
| Ciclo senza etichetta | 8 s |
| Ciclo con IML | 10 s |
| Produzione giornaliera (con IML) | Circa 103.680 pz/giorno |
| Dimensioni stampo | 720×1100×625 mm |
| Classe pressa | 480T |
| Temperatura cilindro | 310℃ |
| Temperatura acqua di raffreddamento | 18–22℃ |
| Pressione acqua di raffreddamento | 0.5–0.6 MPa |
Senza etichetta il ciclo puo raggiungere 8 s; con il processo IML sale a 10 s. Questa differenza di 2 s rappresenta il principale compromesso tecnico analizzato in questo articolo.
Il bicchiere 90700 e un componente cilindrico thin-wall, con spessore tipico 0.45–0.55 mm, altezza circa 170–190 mm e diametro bordo circa 90 mm. I target principali sono:
Lo stampo misura 720×1100×625 mm e pesa circa 3.8–4.2 t. Il layout e a hot runner con sottocanale freddo valvolato, con 12 cavita in configurazione 2×6 e passo di circa 145 mm, mantenendo la larghezza entro 1100 mm.
Punti chiave di progetto:
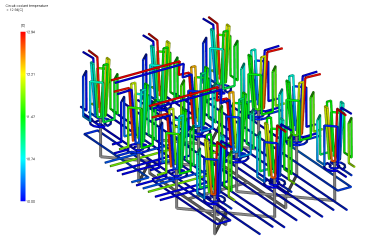
Vista generale dell'analisi Moldflow dello stampo a 12 cavita
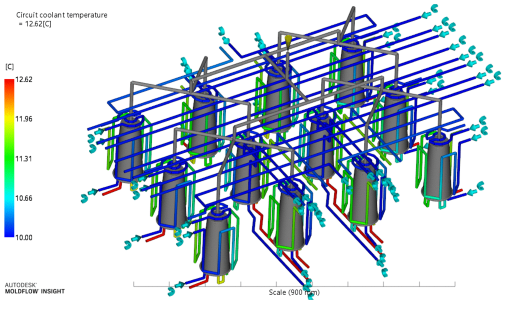
Con un ciclo cosi spinto, pari a 10 s inclusa l'etichettatura, il raffreddamento e decisivo. Il sistema combina canali conformi elicoidali nell'anima e circuiti anulari nella cavita:
Ingressi e uscite acqua con attacchi rapidi, pressione 0.5–0.6 MPa e temperatura 18–22℃.
La verifica Moldflow mostra che a 10 s di ciclo la temperatura massima del pezzo all'espulsione e di circa 55–65℃, senza rischio di sticking.
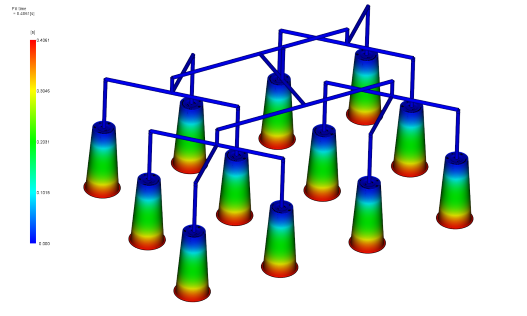
Analisi dei circuiti di raffreddamento anima/cavita
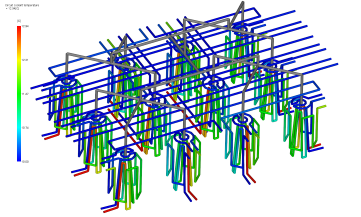
Efficacia del raffreddamento conforme elicoidale
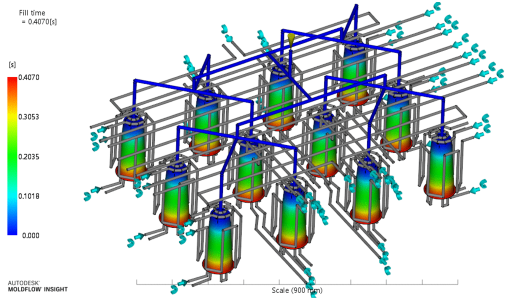
Analisi di riempimento
Simulazione di riempimento bilanciato a 12 cavita
| Fase | Senza etichetta (s) | Con IML (s) | Motivo della differenza |
|---|---|---|---|
| Chiusura stampo | 1.2 | 1.2 | Uguale |
| Iniezione + compattazione | 1.8 | 1.8 | Uguale |
| Raffreddamento (incl. parte della compattazione) | 3.5 | 4.5 | +1.0 barriera termica dell'etichetta |
| Apertura stampo | 0.8 | 0.8 | Uguale |
| Espulsione + prelievo | 0.7 | 0.7 | Uguale |
| Posizionamento etichetta | — | 1.0 | +1.0 presa robot, posizionamento e vuoto |
| Totale | 8.0 | 10.0 | +2.0 |
Dei 2 s aggiuntivi con IML, circa 1 s e dovuto al posizionamento etichetta e circa 1 s al raffreddamento supplementare causato dall'effetto isolante dell'etichetta.
Senza etichetta, il PP entra in contatto diretto con l'acciaio dello stampo, che ha elevata conducibilita termica. Il calore si trasferisce rapidamente ai circuiti di raffreddamento e il pezzo thin-wall passa velocemente alle fasi di compattazione e raffreddamento.
La pellicola IML, spesso in PP o PE da 40–80 um, ha una conducibilita di soli 0.2–0.3 W/m·K e agisce come uno strato isolante tra fuso e stampo. Il raffreddamento peggiora di circa il 30%–40%.
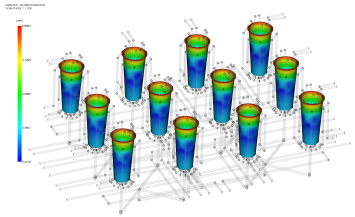
Analisi di raffreddamento

Campo termico del pezzo dopo etichettatura in-mould
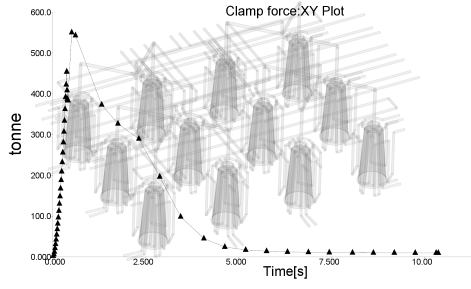
Area proiettata per cavita, inclusi i canali: circa 95 cm²; 12 cavita equivalgono a circa 1140 cm². Considerando una pressione media in cavita di 30–40 MPa per il PP:
F = 1140 × 35 / 10 ≈ 399 t
Una 480T e quindi adeguata con sufficiente margine di sicurezza.
Una larghezza stampo di 1100 mm richiede una pressa con luce colonne pari o superiore. In questo progetto e stata utilizzata con successo una 480T con passo colonne 1200×1000 mm.

Analisi del layout cavita e della struttura
Le etichette sono in film PP da 50 um con stampa rotocalco a 6 colori e coating antistatico; il robot e un servo a 3 assi con 12 ventose indipendenti e precisione di posizionamento ±0.1 mm.
Analisi di warpage e precisione dimensionale
| Voce di costo | Tariffa unitaria | Giornaliero (EUR) | Per pezzo (EUR) |
|---|---|---|---|
| Resina PP (15 g/pezzo) | 8.5/kg | 1.658 | 0,0160 |
| Etichetta in-mould | 0.08/pezzo | 1.040 | 0,0100 |
| Elettricita (90 kW totali) | 0.8/kWh | 217 | 0,0021 |
| Manodopera (2 persone, 3 turni) | 300/persona/turno | 226 | 0,0022 |
| Ammortamento stampo (5 anni) | Stampo circa 43.900 EUR | 24 | 0,0002 |
| Manutenzione/consumabili | — | 63 | 0,0006 |
| Totale | — | 3.227 | 0,0312 |
Prezzo di vendita circa 0,0439-0,0564 EUR/pezzo, margine lordo intorno al 29%-45% e payback di circa 8-12 mesi.
L'incremento di 2 s dovuto all'IML si divide in circa 1 s per la gestione etichetta e 1 s per il raffreddamento attraverso la barriera termica del film: e un costo intrinseco del processo. La larghezza stampo di 1100 mm richiede una pressa con ampia luce colonne; in produzione, una temperatura fuso di 240–260℃ e spesso piu prudente.
L'IML e un sistema completo: stampo, robot, alimentazione etichette e pressa devono essere collaudati insieme, non assemblati in modo improvvisato.
Video di produzione:

Clicca sull'immagine per aprire il video su YouTube.
Nota finale: i dati sono stati anonimizzati a partire da un caso reale di produzione. Dove compaiono importi in euro, i valori sono convertiti da CNY al tasso di riferimento 1 CNY = 0,1254059321 EUR e arrotondati per la lettura commerciale. Siamo disponibili a confrontarci su ottimizzazione del raffreddamento, controllo elettrostatico delle etichette e cambio stampo rapido.