Moules d’injection à paroi mince : principaux défis techniques et solutions d’ingénierie
Alors que la demande de produits en plastique plus légers continue de croître, le moulage par injection à paroi mince est devenu une référence importante en matière de capacité technique d'un fabricant de moules. « Paroi mince » fait généralement référence aux produits dont l'épaisseur de paroi est inférieure à 1 mm, et certaines applications avancées descendent jusqu'à environ 0,3 mm. Par rapport au moulage par injection conventionnel, le traitement des parois minces impose des exigences beaucoup plus strictes en matière de flux de matériaux, de résistance du moule, de précision d'usinage et d'efficacité de refroidissement.
Les cavités minces augmentent considérablement la résistance à l'écoulement et les vitesses de refroidissement. Une mauvaise conception entraîne des tirs courts, des lignes de soudure visibles ou un remplissage incomplet. L'analyse du flux de moulage doit donc diriger le processus de conception.
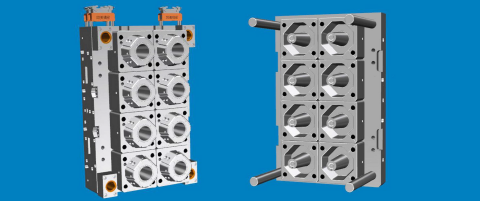
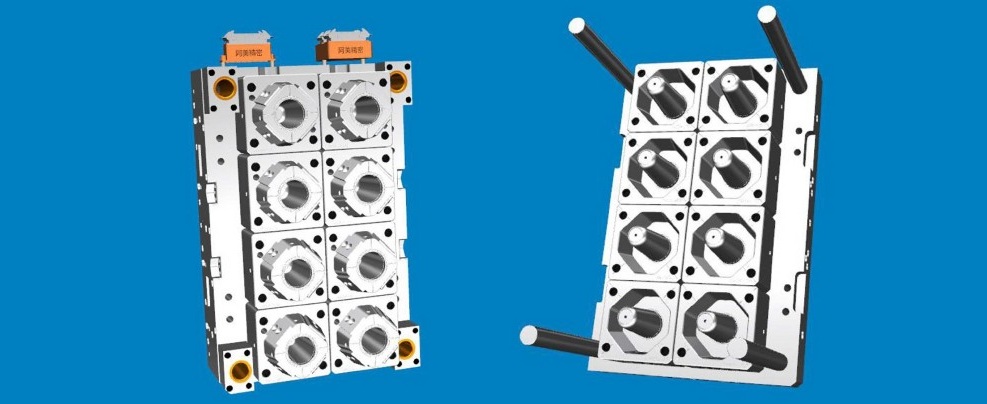
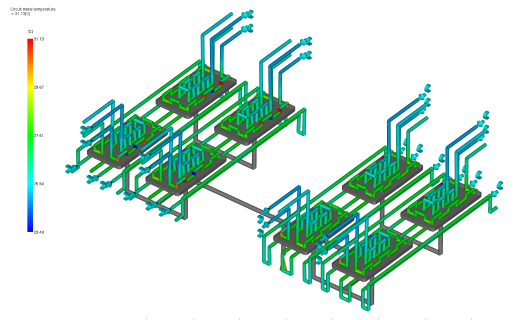
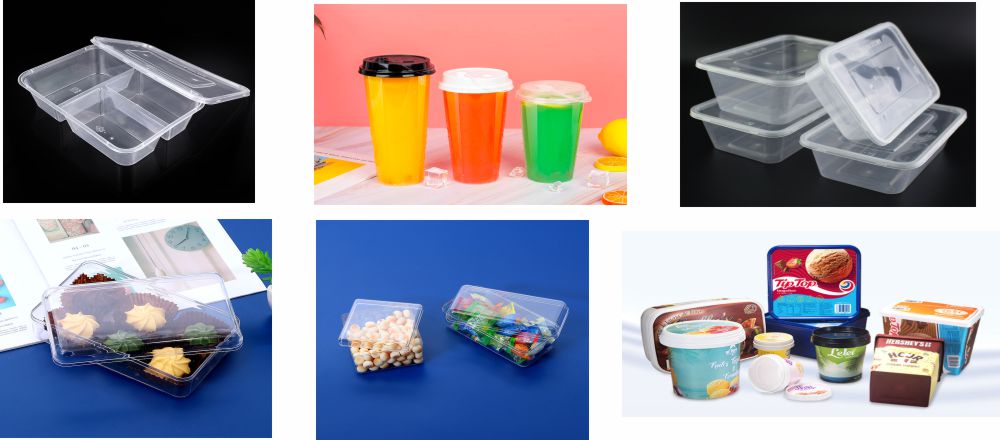
Dès le premier jour, H T Mould utilise une simulation avancée pour modéliser la température du front de fusion, le cisaillement, les champs de pression et la force de serrage. Nous prévoyons le risque de remplissage et optimisons l’emplacement des portes, la taille des canaux et la disposition des cavités. Pour les tasses à paroi mince et les boîtes-repas de 650 ml, nous utilisons généralement des outils à 8 ou 6 empreintes, maintenant le cycle global en 10 s tout en atteignant des cycles IML jusqu'à 6,2 s, démontrant à quel point la simulation est essentielle au succès des parois minces.

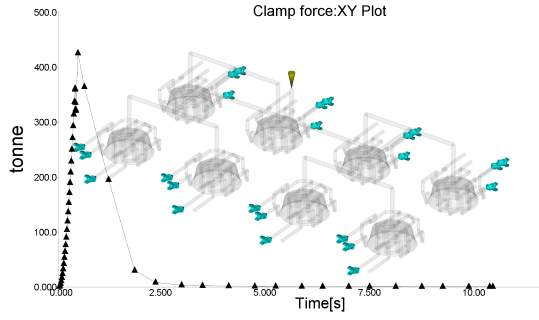
Le moulage à paroi mince nécessite souvent des vitesses et des pressions d'injection très élevées : parfois 5 à 10 fois les vitesses conventionnelles et une pression d'injection supérieure à 200 MPa. Si le moule manque de rigidité, les plaques fléchissent, les dimensions de la cavité dérivent, les parois deviennent inégales ou les pièces présentent une excentricité.
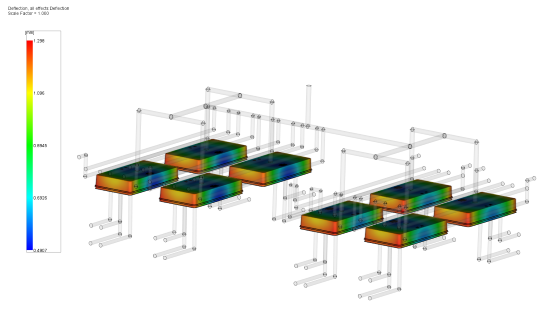
H T Mould conçoit des bases de moule à haute résistance avec des piliers de support et une épaisseur de plaque appropriés afin que la déflexion sous charge de choc reste dans la plage du micron. Là où une excentricité apparaît, nous équilibrons les portes, ajustons l'éjection et corrigeons les champs thermiques pour un ajustement précis en cours de processus sans arrêts prolongés, ce qui permet de maintenir les dimensions stables, cycle après cycle.
Les pièces à paroi mince exigent des tolérances strictes ; de minuscules erreurs d’usinage sont amplifiées à l’usage. Nous utilisons des équipements de précision à grande vitesse afin que les cavités, les noyaux et les canaux de refroidissement conservent une précision au micron.
Pour les pièces sujettes à la déformation, nous prévoyons le retrait et la déformation dans la simulation, puis appliquons une pré-distorsion dans la géométrie de la cavité afin que la pièce « reprenne » sa forme nominale après l'éjection. Grâce à de nombreuses données, nous stabilisons régulièrement la production à des épaisseurs de paroi allant jusqu'à environ 0,32 mm.

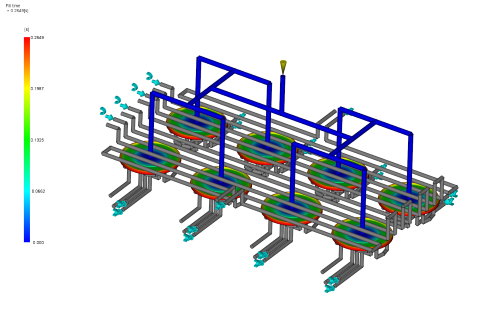
Le temps de cycle détermine l’économie des parois minces. Le refroidissement dépasse souvent 80 % du cycle ; un refroidissement inégal ou lent allonge le cycle et entraîne une déformation et une contrainte résiduelle.
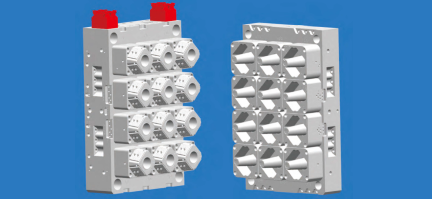
Nous suivons les principes de refroidissement conforme, en acheminant l'eau pour suivre le contour de la pièce 3D pour une température uniforme de la cavité. Sur une tasse IML de 650 ml à 8 cavités, des circuits raffinés et un refroidissement à haut débit ont permis d'atteindre un cycle de 6,2 s ; De même, les boîtes repas à 6 cavités durent environ 10 s, ce qui augmente le rendement et la marge sans sacrifier la qualité.
L’ingénierie des moules à parois minces allie rhéologie, mécanique, transfert thermique et fabrication de précision. H T Mould combine simulation, structures robustes, usinage fin, pré-distorsion et refroidissement efficace dans un programme éprouvé à parois minces : de parois d'environ 0,32 mm en production stable à des cycles de classe de 6,2 s.
Les études de cas ci-dessous montrent des projets réels et des résultats de production sur le terrain.