Je travaille dans la vente de moules depuis plus de dix ans et j'ai vu de nombreux clients se concentrer uniquement sur le prix d'achat sans se poser la question la plus importante : quel profit le moule peut-il générer une fois qu'il est en fonctionnement. Cette étude de cas couvre un véritable projet de moule de base de récipient alimentaire à 8 cavités qui a fourni le résultat pratique qui intéresse le plus les clients : une production stable, une efficacité élevée et de faibles coûts d'exploitation. De l’hésitation initiale du client à renouveler ses commandes par la suite, une leçon est devenue particulièrement claire : un moule bien conçu n’est pas une dépense, mais un atout de production.
Ce produit est une base de récipient alimentaire en PP (polypropylène) à paroi mince. Le moulage à paroi mince est exigeant par nature : des sections minces, une grande longueur d'écoulement et un remplissage rapide imposent des exigences élevées au système de refroidissement du moule, à la conception de la ventilation et à la stabilité des canaux chauds. La cible du client était simple : le moule devait permettre une production 24 heures sur 24, offrir un rendement élevé, nécessiter un entretien limité et fonctionner sur le long terme.
Nous avons recommandé une disposition à 8 cavités. De nombreux fournisseurs se seraient arrêtés à 4 ou 6 empreintes parce que ces options semblent plus sûres, mais après avoir évalué la taille de la presse du client, la surface projetée de la pièce et le comportement d'écoulement du PP à paroi mince, nous étions confiants dans une solution à 8 empreintes. La raison est simple : chaque cavité est un centre de profit. Par rapport à un outil à 6 empreintes, le rendement par cycle augmente d'environ 33 % tandis que la durée du cycle reste quasiment inchangée.
Le moule a été conçu pour 3 millions de clichés. Cependant, sur la base des données de suivi de H T Mould provenant de moules PP à paroi mince similaires, 5 à 6 millions de clichés est tout à fait réalisable avec un entretien de routine. Ce n’est pas un langage marketing ; il est basé sur une expérience de production réelle.
 Cliquez sur l'image pour voir la vidéo
Cliquez sur l'image pour voir la vidéo
Examinons d'abord un ensemble de données de production réelles (issues de la surveillance sur site du client) :
| Paramètre | Valeur |
|---|---|
| Position de la course d'injection | 96,9 millimètres |
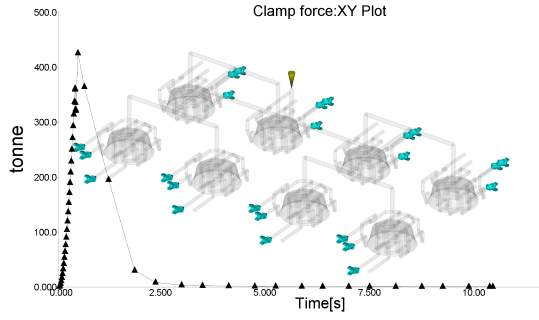
| Force de serrage maximale | 152,4 bars |
| Temps d'ouverture du moule | 1,79 ~ 1,80 s |
| Temps de fermeture du moule | 1,56 s |
| Temps de plastification | 2,16 ~ 2,21 s |
| Cycle total | 7,37 s |
C'est exact,7,37 secondes par cycle. Un produit sur huit est fabriqué en 7,37 secondes. Faisons le calcul :
C'est la capacité de production d'un moule sur une presse. Dans l'usine du client, plusieurs machines exécutent ce programme en parallèle, créant ainsi un fort effet d'échelle.
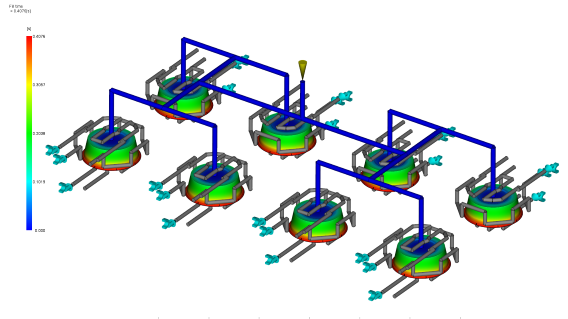
L'analyse Moldflow a montré un temps de remplissage de 0,4076 secondes, correspondant étroitement aux données de production. L'équilibre d'écoulement prévu a été confirmé dans l'atelier : les données de position d'injection, de maintien et de fusion résiduelle sont restées très cohérentes d'une cavité à l'autre. Ce niveau d’équilibre à 8 cavités est ce qui rend possible une production à haut rendement.
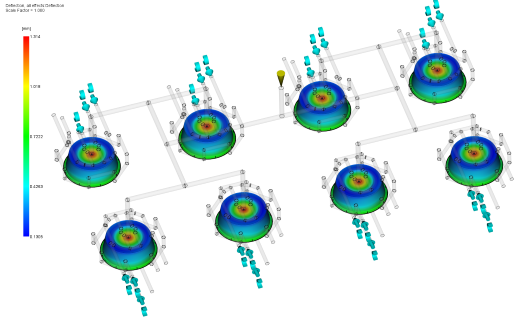
Le système de refroidissement était tout aussi important. Moldflow a montré une température de l'eau de refroidissement d'environ 26,66°C, tandis que le contrôle réel des canaux chauds est resté stable à 299-305°C. La production de PP à paroi mince est particulièrement sensible au refroidissement irrégulier et au gauchissement. Le moule a donc été conçu pour fournir une pièce stable et entièrement formée directement hors de l'outil, sans remodelage secondaire.



De nombreux clients demandent : « Combien coûtent vos moules plus chers que ceux d'un tel ? » Ma réponse est toujours :Veuillez calculer le coût du moule par million de moules.
La durée de vie de cet ensemble de moules est de 3 millions de moules (en réalité jusqu'à 5 millions+). Quel est le coût du moule alloué à chaque produit ?
Supposons que le prix du moule soit de X EUR, calcule sur la base de 3 millions de cycles, d'un moule 8 empreintes et d'une production totale de 24 millions de produits :
Coût du moule par produit = X ÷ 24 000 000
Si un moule coûte 30 % plus cher au départ mais dure 3 à 4 fois plus longtemps qu'un moule alternatif moins cher, alors son coût par million de tirs est en réalité inférieur. Il s’agit d’un principe fondamental de H T Mould : il est bien plus économique de construire le moule correctement une fois que de continuer à réparer un outil plus faible ou de le retirer plus tôt.
1. Faible consommation d'énergie
Un cycle de 7,37 secondes signifie que la machine de moulage par injection fonctionne dans une plage de rendement élevé. Le moulage à paroi mince nécessite une vitesse et une pression élevées, mais plus le cycle est court, plus la consommation d'énergie par unité de produit est faible. Selon les tests réels effectués par les clients, quatre moules sont produits par rapport à un produit similaire.la consommation d'énergie unitaire diminue d'environ 25%.
2. Les coûts de maintenance sont contrôlables
Notre approche de maintenance est pragmatique :
- tous les jours: Ajouter de l'huile lubrifiante (5 minutes de fonctionnement, un ouvrier général peut le faire)
- Toutes les 100 000 fois de moulage: Vérifiez la fente d'évacuation et nettoyez-la (pour éviter que l'air emprisonné ne brûle, environ 30 minutes)
- Tous les 1 million de fois de moulage: Vérifiez les buses chaudes, les ressorts, les broches d'éjection de gaz, les blocs résistants à l'usure et autres pièces d'usure, et remplacez-les le cas échéant.
Ce programme de maintenance est très gérable pour un moule à paroi mince. Pourquoi? Parce que la conception laisse une tolérance d'usure appropriée et que les composants clés utilisent de l'acier importé et un traitement de surface. Les commentaires des clients ont montré qu'après 2 millions de tirs, les buses chaudes n'avaient toujours pas été remplacées ; seuls le nettoyage et le remplacement de la bague d'étanchéité avaient été nécessaires.
3. Taux de rendement supérieur à 99 %
Il s'agit des données de production réelles du client. D'après le tableau d'enregistrement, la force de serrage est stable entre 152,1 et 152,4 bars, le temps de cycle ne fluctue que de ± 0,01 seconde et les paramètres de chaque cavité sont cohérents. Un faible taux de défauts signifie :
- Moins de coûts de rebut (le matériau PP n'est pas bon marché)
- Réduire les coûts de tri manuel
- Moins de risque de réclamations et de retours clients
4. Adaptation automatisée
Le moule est conçu avec une broche d'éjection d'air et un bloc résistant à l'usure, qui peut être automatiquement retiré à l'aide d'un robot. Le client est équipé d'un robot sur place et le produit est retiré dans les 1,79 secondes après l'ouverture du moule, sans intervention manuelle. Coûts de main d'œuvre ? Presque nul, un technicien regarde trois machines.
Faisons un calcul financier conservateur (basé sur les données réelles des clients) :
| Article | Valeur | Remarques |
|---|---|---|
| Pièces par cycle | 8 | Moule 8 empreintes |
| Temps de cycle | 7,37 secondes | Données de production mesurées |
| Production par heure | 3,904 | 3600÷7.37×8 |
| Sortie journalière (22h) | 85,888 | Réservez 2 heures pour le changement/entretien du moule |
| Production mensuelle (26j) | 2,233,088 | |
| Production annuelle (11 mois) | 24,564,000 | Compter 1 mois pour révision/vacances |
| Prix de vente unitaire (exemple) | 0,0024 EUR | Le prix du marché de la coque inférieure de la boîte d'emballage à paroi mince est d'environ 0,0125à 0,0031 EUR. |
| Chiffre d'affaires annuel | Environ 0,4615millions d'EUR | |
| Coût du matériel (environ 60%) | 0,2771millions d'EUR | |
| Frais d'électricité + main d'oeuvre + entretien (environ 15%) | 8 650 EUR | |
| Bénéfice brut annuel | Environ 14 468 EUR | N'inclut pas l'amortissement des moisissures |
En supposant un investissement unique dans le moule de 37 622 EUR, l'outil s'amortit dès la première année. Le bénéfice net estimé est d'environ 90 292 EUR la première année et d'environ 115 373 EUR par an à partir de la deuxième année.
Si le client atteint 5 millions de clichés, ce moule pourra fonctionner pendant près de deux ans au rythme de production prévu. La production totale approcherait les 40 millions de pièces, avec un bénéfice brut dépassant les 6 millions de EUR. Un moule, deux ans, plus de 6 millions de EUR de bénéfice brut.
Ce client était hésitant au début. Ils avaient auparavant utilisé un ensemble de moules quatre en un avec un temps de cycle de plus de 9 secondes et un taux de rendement d'environ 92 %. Quelqu'un devait surveiller et couper les bavures à chaque quart de travail. Après avoir changé notre moule, les données du premier mois les ont surpris :
Le patron du client m’a dit quelque chose dont je me souviens encore : «Si j'avais su cela, je n'aurais pas dû comparer les prix et j'aurais dû vous contacter directement.”
Plus tard, ils ont ajouté successivement 3 jeux du même moule. Aujourd'hui, quatre ensembles de moules fonctionnent en même temps, produisant plus de 340 000 produits par jour, qui sont fournis à trois usines d'emballage alimentaire, et la demande dépasse l'offre.
Je vends des moules depuis de nombreuses années et j'ai vu trop de gens dépenser leur énergie à « marchander ». Mais en réalité, le prix du moule ne représente qu’une petite proportion de l’ensemble du cycle de vie du projet. Ce qui affecte réellement votre argent, ce sont les éléments suivants :
Le moule PP à paroi mince à 8 cavités de H T Mould n'est pas l'option la moins chère, mais il est conçu pour être le plus rentable. Trois millions de tirs constituent un objectif conservateur, tandis que 5 à 6 millions de tirs sont réalistes dans des conditions de maintenance normales. Nous pouvons fournir des propositions techniques, des rapports de flux de moulage et des données d'exploitation réelles provenant des sites clients. Vous êtes invités à visiter notre usine ou à consulter vous-même les dossiers de production.
Un bon moule ne coûte pas seulement de l’argent ; ça rapporte de l'argent.
Ingénieur Commercial H T Mould