— H T Mould Conception et production de moules longue durée à 8 empreintes
Bonjour, je suis ingénieur chez H T Mould. Voici un projet récent : un moule à injection pour un couvercle en PS transparent sur un plateau de chocolat. L'outil est composé de 8 cavités en polystyrène transparent, avec des exigences élevées en matière de cosmétique, de précision dimensionnelle et de débit. Après près d'un an de production, il fonctionne régulièrement avec un rendement supérieur à 98,5 % et une durée de vie prévue de 5 à 6 millions de coups. Vous trouverez ci-dessous des notes sur la conception, la construction, la mise en service et la maintenance.

Le couvercle doit avoir un aspect haut de gamme : pas de lignes d'écoulement évidentes, de bulles, de stries argentées ou d'évier. Le démoulage et la cohérence de la taille sont importants. Le PS transparent coule bien mais est sensible à la température et sujet au stress. Le déclenchement, le refroidissement et la ventilation nécessitent une conception soignée.
Nous avons sélectionné une configuration de canaux chauds à 8 cavités avec un placement symétrique des buses pour un équilibre de remplissage.


Lors de la conception, nous avons simulé le remplissage et le refroidissement. Chiffres clés :
| Élément d'analyse | Valeur | Note |
|---|---|---|
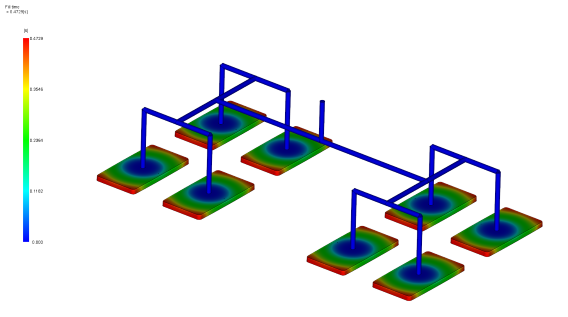
| Temps de remplissage | 0,4729 s | Remplissage équilibré, pas de marques d'écoulement important |
| Température du liquide de refroidissement | 26.30 °C | Montée ≤1,3 °C, même refroidissement |
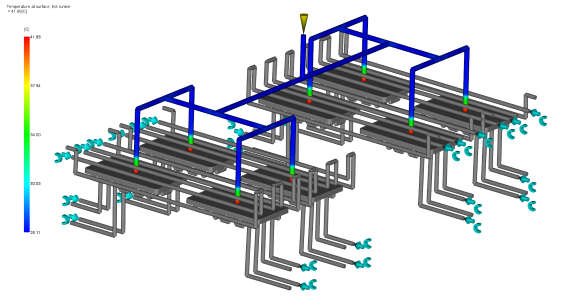
| Température de la peau des canaux chauds. | 41,88 °C | Écurie |
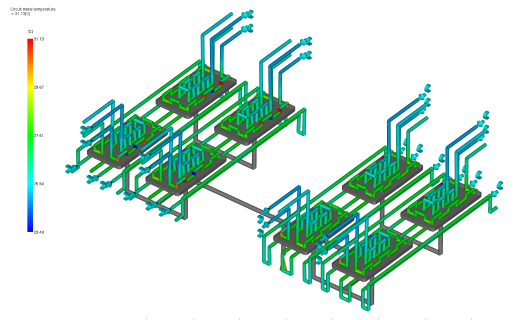
| Température du métal de la cavité | 31,73 °C | Faible contrainte, distorsion minimale |
À partir de ces résultats, nous avons dimensionné les conduites d’eau et utilisé des concepts de refroidissement conformes pour assurer la cohérence d’une cavité à l’autre.
Garantie 3 millions de clichés ; 5 à 6 millions en service normal. Cela détermine l’acier, le traitement thermique et l’agencement.
Cadre et cavités : base de moule de qualité (par exemple classe S50C) ; Cavités/noyaux en acier à outils de qualité supérieure, traités thermiquement sous vide selon HRC 48-52 pour l'usure et la fatigue. Composants chauds dans les qualités pour travail à chaud.
Ventilation : entretien toutes les ~ 100 000 prises de vue : les inserts d'aération sont amovibles ; profondeur de fente de 0,02 à 0,03 mm pour évacuer le gaz sans bavures.
Pièces d'usure : tous les ~ 1 million de tirs inspectent les buses, les ressorts, les broches à air et les plaques d'usure. Les ressorts sont des marques de qualité, compression à ~30%. L'éjection assistée par air évite le blanchiment des pièces transparentes.
Soins quotidiens : points de lubrification centralisés et lubrification automatique en option pour simplifier le travail de l'opérateur.
| Paramètre | Réel |
|---|---|
| Temps d'injection | 0,55 s |
| Position finale d'injection | 107,7 à 107,8 mm |
| Poste de remise des colis | 37,8 à 38,2 mm |
| Coussin | 37,4 à 37,6 mm |
| Position de récupération | 101,2 à 101,3 mm |
| Temps de récupération | 3,63 à 3,77 s |
| Temps ouvert du moule | ~3,18 s |
| Heure de fermeture du moule | 1,77 s |
| Cycle global | 14h01-14h14 |
| Température | Valeur |
|---|---|
| Baril | 255-260 °C |
| Canal chaud | 240-260 °C |
| Eau de refroidissement du moule | 26,3 °C |
Les paramètres restent serrés, grâce à la construction du moule et à l'état de la machine.
| Problème | Cause | Réparer |
|---|---|---|
| Marques d'écoulement sur la partie transparente | Petit portail, remplissage trop vite | Agrandir le portail ; vitesse d'injection du profil |
| Court dans une cavité | Déséquilibre des canaux chauds | Réglez les températures et les portes ; répartition du poids ≤0,5% |
| Ventilation après de longues courses | Carbone dans les bouches d'aération | Nettoyer les bouches d'aération tous les ~ 100 000 tirs |
| Intervalle | Travail |
|---|---|
| Tous les jours | Glissières lubrifiantes ; vérifier l'eau; inspecter les pièces |
| ~100 000 clichés | Nettoyer les évents ; vérifier les broches/diapositives/guides |
| ~1 million de clichés | Inspecter les buses/ressorts/goupilles d'air/plaques d'usure ; circuits de chasse d'eau |
Aux prises de vue 3M, l'outil était toujours puissant ; 5 à 6 millions sont réalistes avec ce plan.
| Article | Moule typique | H T Mould |
|---|---|---|
| Vie | 1 à 2 millions de prises de vue | 5 à 6 millions de clichés |
| Rendement | 95% | ≥98.5% |
| Entretien | Haut | Inférieur (pièces d'usure modulaires) |
| Temps de refroidissement | Référence | ~15 % plus court |
Le moule a réussi plus de 2 millions de tirs avec un rendement d'environ 98,5 %, un cycle d'environ 14 s, huit pièces par tir, soit un rendement quotidien élevé.
Le succès est venu d’une analyse initiale, d’une structure solide, de bons matériaux et d’une maintenance disciplinée. L’ingénierie des moules est itérative : les données de terrain bouclent la boucle.
Pour les parties claires, privilégiez :
- Equilibre coureur/porte et contrôle du cisaillement
- Refroidissement uniforme
- Ventilation fiable et nettoyable
- Éjection sans blanchiment ni traces de témoins
La vie n'est pas seulement une conception : elle est une affaire d'exploitation et de soins programmés. Ce modèle de maintenance a bien fonctionné sur des programmes similaires.
Merci d'avoir lu, heureux de discuter avec vos pairs en matière d'outillage et de moulage.
H T Mould — Ingénieur Zhang