Parmi les accessoires jetables pour tasses de thé à bulles et de thé aux fruits, le couvercle en forme de dôme est devenu l'un des consommables les plus largement utilisés car il s'empile bien, se ferme de manière fiable et facilite l'insertion de la paille. Dans le même temps, les couvercles bombés sont des produits à faible marge et à volume élevé. Comment réduire le coût unitaire à quelques centimes seulement tout en maintenant la qualité est le principal défi tant pour la conception de moules que pour la production de moulage par injection.
Cet article utilise un moule à couvercle bombé à rebord de 90 mm comme exemple pour expliquer comment une solution de canaux chauds à vannes à 16 cavités atteint un cycle de 7 secondes et une production quotidienne de 197 000 pièces, tout en détruisant le contrôle des coûts en termes d'investissement dans le moule, de consommation d'énergie, de main d'œuvre, de matières premières et de maintenance.
Ce couvercle bombé est généralement associé à une tasse de thé à bulles ou à une tasse de thé aux fruits de 90 mm de diamètre. Les exigences du produit sont :
Le dessus arqué présente une certaine courbure, ce qui le rend facile à empiler sans coller ;
La boucle du bord s'adapte étroitement à l'embouchure de la tasse, mais la force d'ouverture est ≤ 15N ;
Pas d'étiquetage, généralement du PP blanc, noir ou transparent ;
Le prix est extrêmement sensible. Le prix départ usine d'une seule pièce se situe généralement entre 0,10 et 0,0188 EUR et le bénéfice est mesuré en centimes.
Objectif client : production continue 24 heures sur 24, avec une production quotidienne d'environ 197 000 pièces. Calculé sur la base d'un moule à 16 empreintes, le cycle requis est de 7,2 secondes. Au final, la période de stabilité réelle a atteint 7,0 secondes et la production quotidienne était de 197 000 pièces, proche du pic théorique.
| projet | paramètre |
|---|---|
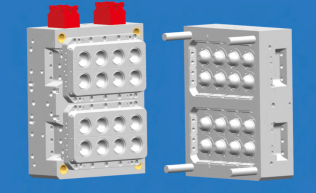
| Nom du moule | Moule de couverture d'arc à 90 ports |
| Nombre d'empreintes de moulage | 16 cavités (disposition 4×4) |
| Taille du moule | 650×850×530 millimètres |
| Convient aux machines de moulage par injection | Force de serrage de 420 tonnes |
| Matériau du produit | PP (température de fusion 310℃) |
| Cycle de moulage | 7,0 secondes |
| Production quotidienne | Environ 197 000 |
La disposition à 16 empreintes exploite pleinement la taille du modèle de la machine 420T. La surface projetée d'une seule cavité est d'environ 28 cm², la surface totale projetée est d'environ 450 cm² et le facteur de sécurité de la force de serrage est de 1,5 fois, ce qui garantit non seulement que le moule ne se dilate pas, mais évite également le gaspillage de consommation d'énergie d'une grande charrette tirée par des chevaux.
Ce moule utilise une buse à pointeau à canaux chauds complets, avec un total de 16 vannes à pointeau indépendantes, chaque buse correspondant à une cavité. Par rapport aux canaux froids ou aux canaux chauds ouverts, les avantages en termes de coûts apportés par la solution à pointeau se reflètent dans :
| projet | coureur froid | Canal chaud ouvert | Canal chaud à vanne à pointeau (dans ce cas) |
|---|---|---|---|
| Matériau poids de la tête/cavité | 2,5g | 0,5g | 0g |
| Retourner la perte matérielle | environ 15% | environ 3% | 0% |
| Marques de porte | Doit être coupé | Il y a du brossage | Fluide, aucun post-traitement requis |
| Coût de la main d'œuvre | Haut (porte coupée) | Moyen (brossage propre) | extrêmement faible |
Comptabilité analytique : le poids net de chaque couvercle de dôme est d'environ 9,5 g, la tête de matériau de chaque cavité de la solution de canal froid est d'environ 2,5 g et le taux d'utilisation des matières premières n'est que de 79 %. Calculé sur la base du coût des matières premières PP de 8 0 EUR/tonne, le coût des déchets de matières premières pour 10 000 produits est :
Canal froid : 25 kg de matière première gaspillés → 25,08 EUR/10 000 pièces
Canal chaud de vanne à pointeau : déchets 0 → 0 EUR/10 000 pièces
Avec une production quotidienne de 197 000 pièces, le coût quotidien des matières premières est économisé d'environ 49,41 EUR et l'économie annuelle est d'environ 14 798 EUR (sur la base de 300 jours). L'investissement ponctuel du système de vanne à pointeau à 16 cavités est d'environ 60 000 à 10 032 EUR, qui peuvent être récupérés en six mois.
Étant donné que le couvercle de l'arche n'implique pas d'étiquetage dans le moule, il n'est pas nécessaire d'adsorber sous vide, de positionner l'étiquette ou d'autres mécanismes, et la structure du moule est grandement simplifiée :
Éliminez le trou d'adsorption de l'étiquette et le chemin d'air du côté fixe du moule ;
Économisez le temps d'attente pour l'étiquetage du robot (2-3 secondes) ;
Le système d'éjection ne nécessite qu'une plaque de poussée ou une broche d'éjection conventionnelle.
Cela raccourcit directement le cycle à 7 secondes (les capuchons d'étiquetage durent généralement 10 à 12 secondes) et réduit les coûts de traitement des moules d'environ 15 %.
| action | temps (secondes) | illustrer |
|---|---|---|
| Serrage du moule | 0.6 | Serrage du moule à haute vitesse et basse pression |
| Injection + maintien de pression | 1.2 | La vanne à pointeau s'ouvre séquentiellement pour réduire le stress |
| refroidir | 3.5 | Le temps de base détermine le cycle |
| Ouverture du moule | 0.5 | Ouverture rapide du moule |
| Éjection + ramassage robot | 1.2 | 16 produits sont éjectés en même temps |
| total | 7.0 | - |
Le temps de refroidissement représente 50 % du cycle total. Pour le refroidissement par compression, le moule utilise un refroidissement par eau à haute pression (0,55 Mpa, 18-22 ℃) combiné à des canaux d'eau annulaires conformables pour réduire la partie la plus épaisse du couvercle en dôme (position de boucle d'environ 1,5 mm) à la température de démoulage (environ 60 ℃) en 3,5 secondes.
La machine de moulage par injection est entraînée par un servomoteur 420T et la consommation électrique réelle par moule est d'environ 0,22 kWh (y compris le séchage, le contrôleur de température du moule et le robot). Calculé sur une période de 7 secondes :
Environ 514 modes par heure (3600÷7)
Consommation électrique par heure : 514 × 0,22 ≈ 113 kWh
Calculé à 0,1003 EUR par kilowattheure : 11,34 EUR/heure
Facture d'électricité pour un seul produit : 90,4 ÷ (514×16) ≈ 0,0014 EUR/unité
Si une machine de moulage par injection à moteur asynchrone traditionnelle est utilisée, la facture d'électricité pour une seule machine est d'environ 0,0023 EUR, tandis que le modèle servo permet d'économiser environ 5 142 EUR en factures d'électricité par an.
En utilisant un homopolymère PP (tel que HP500N ou des marques similaires), l'indice de fluidité est d'environ 12-15 g/10 min, en tenant compte à la fois de la fluidité et de la ténacité. Le poids net de chaque dôme est de 9,5 g (boucles et dôme compris). Le prix des matières premières est calculé sur la base de 1 003 EUR/tonne :
Coût d'une matière première unique : 0,0095 kg × 1 EUR/kg = 0,0095 EUR
Coût quotidien des matières premières : 197 000 × 0,076 ≈ 1 878 EUR
Coût annuel des matières premières : environ 4,49 millions d'EUR (300 jours)
Le système de vanne à pointeau ne génère aucun gaspillage de matériaux retournés et constitue la première ligne de défense pour contrôler les coûts des matières premières. Dans le même temps, un contrôle en boucle fermée est utilisé pour maintenir le volume d'injection de chaque cavité cohérent (écart de poids ± 0,1 g) afin d'éviter le gaspillage de plusieurs injections.
Le taux de rendement opérationnel réel est de 98,5%, et les principaux défauts sont :
| mauvais type | Proportion |
|---|---|
| La boucle manque de matière | 0.7% |
| Bord volant | 0.5% |
| Marques de rétrécissement | 0.3% |
Chaque amélioration de 1 % du taux de rendement réduit les déchets de 1 970 pièces par jour, permet d'économiser environ 18,7 kg de matières premières (d'une valeur de 18,81 EUR) et permet d'économiser 45 0 EUR par an. Pour cette raison, le processus met strictement en œuvre une pesée toutes les 2 heures pour garantir la stabilité du poids de chaque cavité.
Le moule à 16 empreintes est équipé d'un manipulateur à grande vitesse (temps de prise ≤ 1,2 secondes). Après éjection, le produit tombe directement dans le tapis roulant et est transporté vers la machine automatique d'empilage et de conditionnement. Chaque opérateur de l'ensemble de l'atelier de moulage par injection peut superviser 6 machines de moulage par injection du même type (y compris les couvercles d'arches, les corps de gobelets, etc.).
Coût de la main d'œuvre : 1 003 EUR/mois/personne, chaque personne regarde 6 stations → le coût de la main d'œuvre de chaque station est d'environ 167,17 EUR/mois
Production quotidienne de 197 000 pièces → Coût de main d'œuvre par pièce : 1 333 ÷ (197 000 × 30) ≈ 2,8843 EUR/pièce
Presque négligeable. Si un ramassage semi-automatique ou manuel est utilisé, le coût de la main-d'œuvre par unité grimpera jusqu'à 0,01-0,0025 EUR, ce qui rendra complètement impossible la survie sur le marché à bas prix.
Les canaux chauds à vanne à pointeau à 16 cavités ont des exigences de maintenance plus élevées, mais le coût est contrôlé grâce aux mesures suivantes :
Nettoyez l'aiguille de la valve à pointeau tous les 100 000 moules (environ 5 jours) pour éviter qu'elle ne se coince ;
Remplacez la bague d'étanchéité du pointeau de valve tous les 500 000 cycles de moulage ;
Les bagues de porte sont meulées tous les 2 millions de cycles de moulage.
Après conversion : le coût de maintenance du moule est d'environ 0,0001 EUR/pièce et le coût de maintenance annuel est d'environ 5 894 EUR (sur la base d'une production annuelle de 59 millions de pièces).
Prenons l'exemple d'un seul couvercle en dôme à 90 ports (matériau PP, 9,5 g, sans étiquette, canaux chauds à 16 cavités) :
| Élément de coût | Montant (EUR/pièce) | Proportion |
|---|---|---|
| Matières premières (PP, 1 003 EUR/tonne) | 0,0095 | 85.4% |
| Facture d'électricité (servo 420T) | 0,0014 | 12.4% |
| Manuel (automatisé) | 2,8843 | 0.3% |
| Entretien des moules | 0,0001 | 0.9% |
| Amortissement d'usine et autres | 0,0001 | 1.0% |
| total | 0,0112 | 100% |
Le coût total par unité est d'environ 0,0112 EUR, tandis que le prix du marché est d'environ 0,10 à 0 015 EUR et que la marge bénéficiaire brute est d'environ 10 à 25 %. Pour les produits à volume élevé, il s’agit d’une marge bénéficiaire plus saine. Si un canal froid (le coût des matières premières s'élève à 0,0118 EUR) ou un moteur sans servomoteur (le coût de l'électricité s'élève à 0,0023 EUR) est utilisé, le coût sera proche de 0,0135 EUR et le bénéfice sera pratiquement englouti.
| Phénomène problématique | raison | solution |
|---|---|---|
| Des marques d'évier apparaissent à la position de la boucle | Maintien de pression insuffisant et refroidissement irrégulier | Augmentez le refroidissement local et prolongez le temps de maintien à 1,2 seconde |
| La vanne à pointeau n'est pas fermée hermétiquement et un filage se produit. | Pression d'air insuffisante, fermeture retardée | Vérifiez la pression d'air ≥0,6Mpa, ajustez le délai de fermeture à 0,05 seconde |
| Le poids de 16 cavités est incohérent | La température des canaux chauds est inégale et la buse est obstruée. | Ajustez indépendamment la température de la buse et nettoyez régulièrement le filtre. |
La solution de vanne à pointeau à canaux chauds à 16 cavités pour le moule à couvercle en arc à 90 ports a permis d'atteindre une production quotidienne de 197 000 pièces dans un cycle de 7 secondes, et le coût global d'une seule pièce est tombé à 0,0112 EUR, maintenant ainsi sa compétitivité sur le marché à faible profit. L'expérience de base peut être résumée comme suit :
Le canal chaud à vanne à pointeau est le premier levier de réduction des coûts : en éliminant la tête de matériau, le taux d'utilisation des matières premières est de 100 % et l'investissement peut être récupéré en six mois ;
Un nombre élevé de cavités (16 cavités) combiné à un tonnage important (420 T) maximise la capacité de production unitaire et réduit les coûts partagés ;
La machine de moulage par injection servo + le ramassage automatisé des pièces réduisent les coûts d'électricité et de main-d'œuvre à des niveaux extrêmement bas ;
Le cycle de 7 secondes repose sur un refroidissement efficace (eau haute pression 18-22°C + voie d'eau conforme). Chaque réduction de 0,5 seconde du temps de refroidissement augmente la production quotidienne d'environ 28 000 pièces ;
Chaque amélioration de 1 % du taux de rendement permet d'économiser entre 40 000 et 6 270 EUR par an. La gestion détaillée est un profit.
À l'avenir, à mesure que les moules à dôme à 48 ou même 64 cavités mûriront, le cycle devrait durer dans les 5 secondes et le coût d'une seule pièce diminuera encore à moins de 0,0088 EUR. Cependant, la solution à 16 cavités dans ce cas reste la solution optimale en termes de point d'équilibre du retour sur investissement - investissement modéré, maintenance simple et stabilité élevée, et convient à la plupart des entreprises de moulage par injection.
| projet | paramètre |
|---|---|
| Nombre de cavités | 16 |
| faire du vélo | 7,0 secondes |
| Production quotidienne | 197 000 pièces |
| Poids net d'une seule pièce | 9,5g |
| Coût des matières premières | 0,0012 EUR/pièce |
| coût total | 0,0014 EUR/pièce |
| Rendement | 98.5% |
| Taille du moule | 650×850×530mm |
| Machine adaptable | 420T |
Remarque : Les coûts ci-dessus sont basés sur des matières premières PP de 8 0 EUR/tonne, de l'électricité industrielle de 0,1003 EUR/kWh et des niveaux de main-d'œuvre dans l'est de la Chine en 2024. Veuillez ajuster en fonction des prix locaux réels.