Comment la conception à 12+12 cavités a aidé le client à atteindre 115 000 pièces par jour et à améliorer considérablement sa rentabilité
Auteur : Ingénieur commercial principal, H T Mould
Mots clés : moule en PP à paroi mince, buse à canaux chauds à valve, moule à haute cavitation, moule pour couvercle de tasse de thé à bulles, moulage par injection à grande vitesse, faible coût de maintenance
Avec la croissance rapide du thé aux perles, du café et d’autres nouvelles catégories de boissons, les petits produits tels que les couvercles de tasses et les bouchons de buses deviennent les principaux moteurs des bénéfices des entreprises de conditionnement. Une faible efficacité de production, un rendement instable et un entretien fréquent des moules restent les trois principaux problèmes pour de nombreux fabricants.
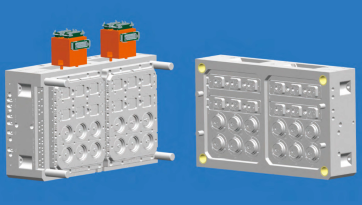
Cet article partage un cas réel : un moule multifonctionnel à couvercle divisé à rebord de 90 mm avec 12 couvercles + 12 bouchons de buses. Il montre comment nous avons utilisé une disposition à 12+12 cavités, une technologie de canaux chauds à vanne et un moulage en PP à paroi mince pour aider une entreprise d'emballage de taille moyenne à atteindre une production quotidienne de 115 000 pièces, un rendement total supérieur à 99 %, une réduction de 18 % du coût unitaire et un retour sur investissement complet du moule en un an.
Le client est un fabricant professionnel de couvercles de tasses de thé au lait dans l’est de la Chine, fournissant principalement des boissons au thé aux plus grandes marques. Auparavant, ils utilisaient un moule à 8+8 cavités, qui présentait des goulots d'étranglement évidents en matière de production :
La demande du client est très claire : sans augmenter le nombre de machines, augmenter la production quotidienne d'une seule machine, réduire le coût d'une seule pièce et en même temps garantir que la durée de vie du moule est d'au moins 3 millions de moules.


Nous recommandons un moule à couvercle divisé multifonctionnel à 90 ports. Les paramètres de base sont les suivants :
| projet | paramètre |
|---|---|
| Nombre de cavités | 12 bouchons + 12 bouchons de buse (type fendu) |
| capacité de production quotidienne | Environ 115 000 pièces (24h) |
| temps de cycle | 9 secondes |
| Taille du moule | 630×1020×540 millimètres |
| Machine adaptable | 420T |
| Matériel | PP à paroi mince |
| Température de fusion du PP | 310℃ |
| Température de l'eau de refroidissement | 18–22℃ |
| pression de l'eau de refroidissement | 0,5 à 0,6 MPa |
| Type de buse chaude | Buse chaude à valve à pointeau (12+12) |
| vie de conception | 3 millions de fois de moulage (jusqu'à 5 à 6 millions de fois de moulage en utilisation normale) |
1. Alimentation en colle indépendante 12 + 12, contrôle précis de la buse chaude de la vanne à pointeau
Chaque couvercle et chaque bouchon sont dotés d'une buse chaude à valve à pointeau indépendante, qui fonctionne avec la conception de l'équilibre des canaux chauds pour garantir que les 24 cavités sont remplies uniformément en même temps, évitant ainsi le problème de « certaines sont pleines et d'autres manquent ». C'est également la base d'un taux de rendement supérieur à 99 %.
2. Système de refroidissement spécial PP à paroi mince, cycle de 9 secondes
La clé du moulage en PP à paroi mince est le refroidissement. Nous avons conçu des canaux d'eau de refroidissement conformes multicouches respectivement dans le moule fixe et le moule mobile. La température de l'eau est contrôlée à 18-22 ℃ et la pression est de 0,5 à 0,6 MPa pour garantir que le produit est finalisé dès sa sortie du moule sans déformation ni retrait.
3. Adapté à la machine 420T pour exercer la meilleure force de serrage
De nombreux clients se demanderont si les cavités 12+12 nécessitent un tonnage plus important. En fait, bien que la pression d’injection du PP à paroi mince soit élevée, les exigences en matière de force de serrage ne sont pas extrêmes. Le 420T est exactement le point d'équilibre entre efficacité et consommation d'énergie, et la consommation électrique mesurée d'une seule unité a chuté de 12 %.


Depuis sa livraison en 2022, cet ensemble de moules a fonctionné de manière stable pendant plus de 2,8 millions de fois, ce qui est proche de sa durée de vie nominale. En collaboration avec nos clients, nous avons enregistré les nœuds de maintenance clés et les performances opérationnelles :
| articles d'entretien | faire du vélo | performances réelles |
|---|---|---|
| Ajouter de l'huile lubrifiante quotidiennement | Une fois par quart de travail | Le curseur et la goupille d'éjection ne sont pas coincés |
| Vérifier et nettoyer la fente d'échappement | Toutes les 100 000 fois de moulage | Presque aucun dépôt de carbone, temps de nettoyage <30 minutes |
| Vérifiez la buse chaude, le ressort, la goupille d'éjection de gaz et le bloc d'usure. | Tous les 1 million de fois de moulage | Remplacement de 2 noyaux de buses chaudes pour la première fois au cours du 2,1 millionième cycle de moule |
| Entretien global du moule | Toutes les 500 000 fois de moulage | En bon état, pas d'usure anormale |
Espérance de vie réelle :Selon le taux d'usure actuel, cet ensemble de moules peut atteindre 5 à 6 millions de fois de moulage, dépassant de loin les 3 millions de fois de moulage attendus par le client.
Record de rendement :
Au cours d'une semaine continue de tests de production complète (cycle de 24 heures/jour, 9 secondes), le taux de rendement moyen était de 99,3 %, le taux le plus élevé sur une seule journée atteignant 99,7 %. Les principales sources de déchets sont les pièces de réglage une demi-heure avant le démarrage de la machine et les bavuress occasionnels des bougies.


C'est la plus grande préoccupation des clients. Prenons comme exemple 300 jours de production par an et un bénéfice net de 0,0038 EUR par pièce (en déduisant les matériaux, les coûts d'électricité, la main d'œuvre et la maintenance) :
| indice | Ancien moule (8+8) | H T Mould Mould 12+12 |
|---|---|---|
| Capacité de production journalière (pièces) | 70,000 | 115,000 |
| Capacité de production annuelle (10 000 pièces) | 2,100 | 3,450 |
| Rendement | 93% | 99% |
| Production effective annuelle (10 000 pièces) | 1,953 | 3,415 |
| Bénéfice net par unité (EUR) | 0,0031 | 0,0038 |
| Bénéfice net annuel (1 254 EUR) | 6,12 | 12,85 |
| Augmentation du bénéfice net annuel | 8 445 EUR | |
| Période de récupération de l'investissement dans le moule | Environ 4 à 6 mois | |
| projet | vieux moule | H T Mould |
|---|---|---|
| Coût de maintenance annuel moyen (1 254 EUR) | 0,5267 | 0,2257 |
| Perte annuelle moyenne due aux temps d'arrêt (1 254 EUR) | 0,4389 | 0,1003 |
| Fréquence de remplacement des buses chaudes | Toutes les 500 000 fois de moulage | Plus de 2 millions de fois de moulage |
Conclusion : le moule H T Mould non seulement produit plus, mais répare également moins et s'arrête moins.



1. Une alimentation équilibrée en colle est l’âme de la production à grande vitesse
Buse chaude à valve à pointeau + 12+12 commandes indépendantes, augmentant non seulement le nombre de chambres, mais garantissant que chaque chambre « boit le même lait ».
2. Moule PP à paroi mince ≠ Moule ordinaire
La conception du refroidissement, la disposition des gaz d'échappement et la sélection de l'acier (nous utilisons la combinaison H13+S136) doivent être adaptées aux vitesses élevées à paroi mince.
3. Cycles de maintenance prévisibles = bénéfices calculables
Ce que les clients craignent le plus, ce n'est pas que le moule se brise, mais « de ne pas savoir quand il se brisera ». Nous fournissons clairement des nœuds de maintenance pour 100 000 et 1 million de modules, permettant aux clients de planifier leur production sans souci.



Cet ensemble de moules multifonctionnels à couvercle divisé à 90 ports est particulièrement adapté pour :
Si vous utilisez actuellement un moule à 8+8 ou 6+6 empreintes, passer à un moule à 12+12 empreintes équivaut à utiliser l'espace et la main d'œuvre d'une machine pour obtenir un rendement proche de celui de deux machines.
Plus le moule est cher, mieux c'est, et plus il y a de cavités, mieux c'est. Il s’agit d’utiliser la bonne machine et d’utiliser la bonne conception pour obtenir le rendement le plus efficace possible.
Cet ensemble de moules à couvercle divisé 90 ports 12+12 est un représentant typique de notre H T Mould dans le domaine des moules d'emballage à paroi mince. Ce n'est ni spectaculaire ni complexe, mais chaque détail - de la buse chaude au refroidissement, de l'échappement à la résistance à l'usure - vise un seul objectif : aider les clients à gagner plus d'argent.
Si vous recherchez également un ensemble de moules pour couvercles de tasses ou bouchons de bec avec un rendement élevé, peu d'entretien et un retour sur coûts rapide, veuillez contacter H T Mould. Nous pouvons personnaliser différents plans de numéros d'empreintes de 8+8 à 16+16 en fonction de votre machine, de vos matériaux et du volume de commande.
H T Mould - Que chaque moulage par injection devienne le point de départ du profit.