Auteur : H T Mould Ingénieur senior en moulage
Lorsque nous avons reçu la tâche de développer ce moule de couvercle de boîte d'emballage alimentaire, les principales exigences du client étaient très claires : le coût par cavité devait être faible, le cycle devait être court et la durée de vie du moule devait être stable. Le produit a une disposition huit sur un et le matériau est du PP à paroi mince avec une épaisseur de paroi de seulement 0,35 à 0,45 mm, ce qui est une pièce moulée par injection à paroi mince à grande vitesse typique.
Dans l’industrie de l’emballage, les bénéfices ne proviennent souvent pas du prix de vente d’un seul produit, mais de la quantité de production par heure et de la production totale sur l’ensemble du cycle de vie du moule. Par conséquent, nous nous sommes fixés trois objectifs lors de la phase de conception du moule :
À en juger par les résultats, cet ensemble de moules a complètement dépassé les attentes.
 Cliquez sur l'image pour voir la vidéo
Cliquez sur l'image pour voir la vidéo
Cela ressort des enregistrements de production réels :
| Former un lien | Valeur du paramètre |
|---|---|
| temps d'injection | Environ 0,21 s |
| Temps de maintien | Extrêmement court |
| Temps de refroidissement | 1,7 s |
| Ouverture et fermeture du moule + éjection | 3 à 4 s |
| cycle unique | 6,4 à 6,96 secondes |
Cela signifie:
Il s'agit du premier niveau d'échelon parmi les moules d'emballage à paroi mince.
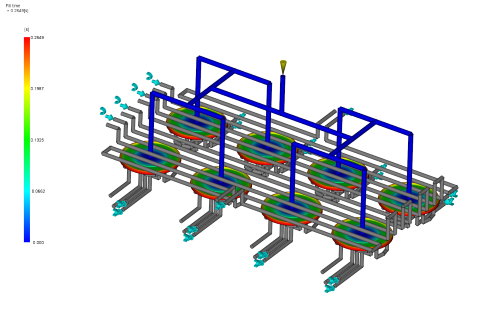
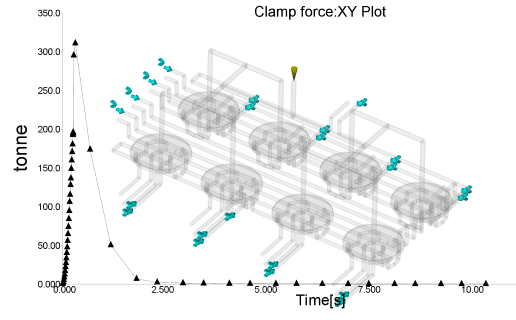
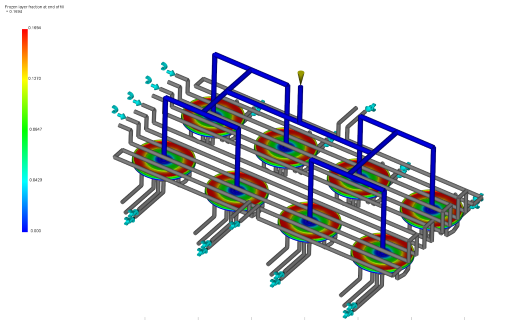
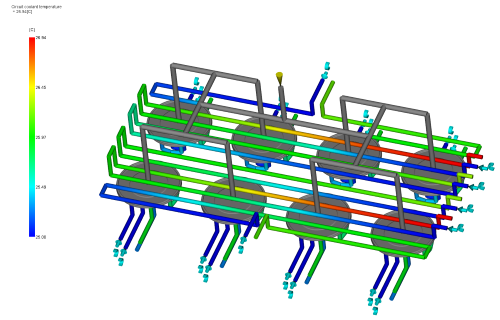
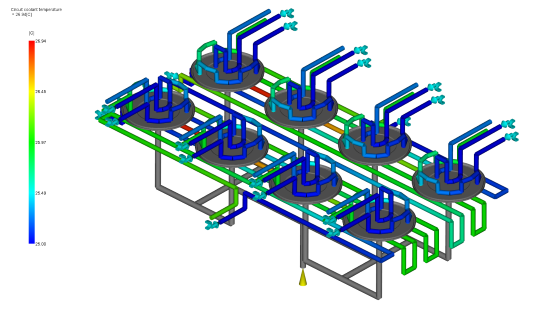
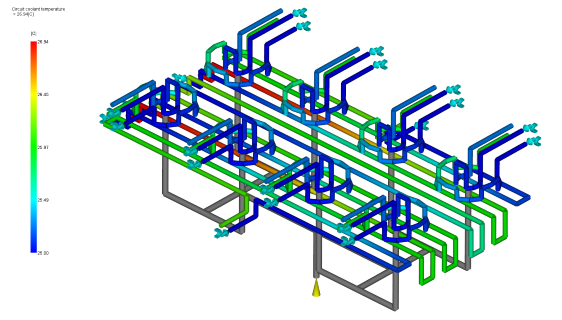
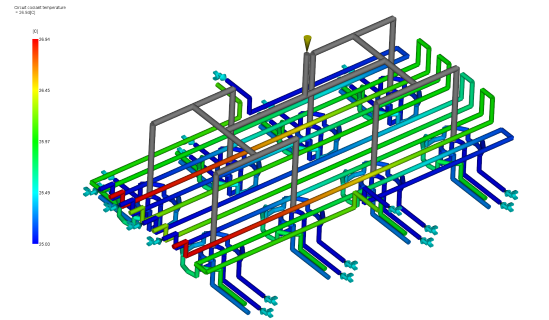
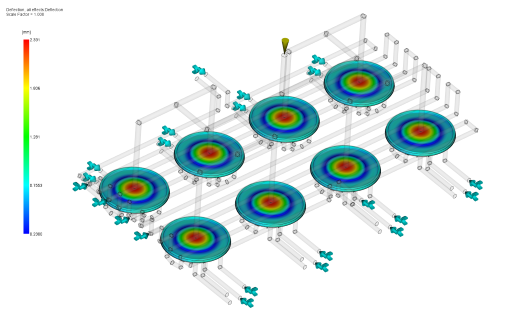
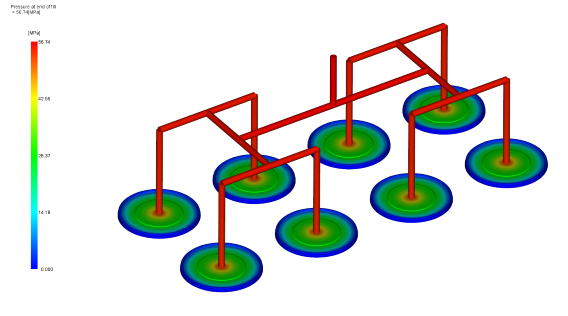
À partir des données de flux de moule, nous pouvons confirmer plusieurs points clés de conception :
| Paramètres de flux de moule | Valeur/caractéristique | valeur de conception |
|---|---|---|
| température constante du cristal | 26,8 °C | Le contrôle de la température du moule est extrêmement stable et réduit les fluctuations du retrait |
| température d'isolement du circuit | 26mW/°C | Excellente conception d’équilibre thermique pour éviter une surchauffe locale |
| Courbe de température actuelle | lisse | Le système de chauffage réagit rapidement sans dépassement |
| Courbe de force de serrage | lisse | La force de serrage présente de petites fluctuations, ce qui favorise un échappement et une taille constants. |
| pression atmosphérique | 0,5 atmHg | Conception d'échappement raisonnable pour éviter l'air emprisonné |
Ces détails déterminent directement la stabilité du remplissage à paroi mince. Le PP est sujet aux traces d'écoulement, à la sous-injection ou aux éclairs sous injection à grande vitesse. Cependant, nous obtenons un remplissage cohérent de chaque cavité grâce à des canaux chauds à vannes séquentielles multipoints + un zonage précis de la température.
Vous pouvez voir sur l’interface des paramètres de la machine de moulage par injection :
| Paramètres de la machine de moulage par injection | Plage numérique |
|---|---|
| Pression d'injection | 85-95 bars |
| Pression de maintien | 30 à 40 bars |
| vitesse d'injection | 65–95% |
| contre-pression | 35 barres |
| Vitesse de vis | 144-624 tr/min (différents étages) |
Description de ces paramètres : Nous adoptons la stratégie d'injection à grande vitesse et haute pression + maintien à basse pression pour assurer la vitesse de remplissage et éviter les contraintes résiduelles.
La durée de vie conçue de ce moule est de 3 millions de fois, et l'utilisation normale réelle peut atteindre 5 à 6 millions de fois. Nous calculons sur la base de 5 millions de modes :
| élément de coût | valeur numérique | résultats de répartition |
|---|---|---|
| Investissement total en moule | 43 892à 6 291 EUR (y compris les canaux chauds, le traitement et les essais de moulage) | - |
| Coût du moule pour 10 000 moules | - | 87,78à 12,58 EUR |
| Sortie par moule | 8 produits | - |
| Coût du moule pour 10 000 produits | - | 10,91à 1,57 EUR |
Par rapport aux 1,5 à 2 millions de moules courants dans l'industrie, la dilution des coûts est réduite de plus de 40 %.
Nous avons élaboré un plan de maintenance clair :
| Articles d'entretien | fréquence | évaluation des coûts |
|---|---|---|
| Ajouter de l'huile lubrifiante quotidiennement | 1 fois/jour | extrêmement faible |
| Vérifier et nettoyer la fente d'échappement | Toutes les 100 000 fois de moulage | Faible (30 minutes) |
| Vérifiez la buse chaude, le ressort, la goupille d'éjection de gaz et le bloc d'usure. | Tous les 1 million de fois de moulage | Moyen (remplacer le cas échéant) |
En fonctionnement réel, le coût total de maintenance par million de modules est contrôlé entre 3 000 et 627,03 EUR, ce qui est bien inférieur à la moyenne du secteur.
Les registres de production montrent :
| Paramètres de production | Portée stable | Valeur artisanale |
|---|---|---|
| site d'injection | 92-95 mm | La répétabilité du moule est extrêmement élevée et la capacité du processus Cpk > 1,33 |
| Position de maintien | 47-48 mm | |
| Position de fusion | 82-83 mm | |
| fluctuations cycliques | ≤ 0,05 seconde |
Cela montre que la répétabilité du moule est extrêmement élevée et la capacité du processus Cpk > 1,33. Parmi les produits PP à paroi mince, un taux de rendement de plus de 99 % peut être atteint, ce qui signifie qu'il n'y a pratiquement aucune perte de déchets et qu'il n'y a pas besoin d'arrêts et d'ajustements fréquents.
Prenons l'exemple de la production quotidienne de 90 000 couvercles :
| projet | Plage numérique | illustrer |
|---|---|---|
| Prix de vente unique | 0,015à 0,0024 EUR | Courant dans l’industrie de l’emballage |
| valeur de production quotidienne | 1 379à 212,31 EUR | 11 287pièces × prix par pièce |
| Valeur de production mensuelle (25 jours) | 33 860à 5 347 EUR | - |
| Matériel (PP) | 0,0038à 0,0006 EUR/pièce | - |
| Électricité + Travail | 0,0003 EUR/pièce | - |
| Attribution des moules + maintenance | 0,0001 EUR/pièce | - |
| coût total par unité | 0,0069à 0 001 EUR | - |
| bénéfice brut par unité | 0,0082à 0,0013 EUR | - |
| Marge bénéficiaire brute | 55–65% | - |
| bénéfice brut par jour | 752,44à 117,95 EUR | - |
| bénéfice brut par mois | 18 811à 2 831 EUR | - |
Cet ensemble de moules récupère généralement la totalité de l'investissement dans le moule en 3 à 4 mois, et c'est alors un pur profit.
De nombreux collègues vous demanderont : les moules à parois fines ne sont-ils pas faciles à porter ? Notre expérience réside en trois points :
Lors du fonctionnement de 3 millions de modules, nous avons également rencontré quelques problèmes typiques et les avons partagés avec nos pairs :
| question | raison | Contre-mesures |
|---|---|---|
| Le bavures augmente progressivement | La rainure d'échappement est obstruée ou la surface de séparation est usée. | Nettoyer la rainure d'échappement et meuler la surface de séparation si nécessaire |
| Sous-paiement partiel | La buse chaude est bouchée ou le contrôle de température dérive | Nettoyer la buse chaude et calibrer le thermocouple |
| Éjection déséquilibrée | Éjecteur de gaz ou fatigue du ressort | Remplacez un ensemble tous les 1 million de fois de moule |
| Le cycle devient plus long | Tartre de refroidissement ou mouvement lent de l’aiguille de la vanne | Nettoyer la conduite d'eau et lubrifier le pointeau de la valve |
Ce ne sont pas de gros problèmes, la clé est la maintenance préventive plutôt que d’attendre pour réparer quelque chose en cas de panne.
Cet ensemble de huit moules de couvercle d'emballage alimentaire en PP a été prouvé par des faits :
Haute efficacité + longue durée de vie + faible maintenance = forte rentabilité
Pour les entreprises de produits d’emballage, les moules ne sont pas des coûts, mais des atouts.
Un bon jeu de moules ne dépend pas du montant que vous dépensez pour l'acheter, mais du montant d'argent qu'il vous permet de gagner chaque jour dans votre usine.
H T Mould a accumulé plus de 15 ans d'expérience pratique dans ce type de projets multi-cavités à parois minces. Nous fournissons non seulement des moules, mais également des solutions de moulage avec le « coût par moule le plus bas ».
Si votre produit appartient également au type à paroi mince, à volume élevé et à faible valeur unitaire, n'hésitez pas à communiquer. Nous vous aidons à régler la facture.
Centre technologique H T Mould
Concentrez-vous sur les moules à durée de vie élevée, à rendement élevé et à rendement élevé