Sur le marché actuel des boissons, le couvercle monobloc avec une buse de dégustation intégrée, également appelé couvercle attaché, est progressivement devenu un choix standard pour les tasses de thé à bulles et les tasses de thé aux fruits de milieu à haut de gamme, car il combine une consommation facile, une bonne étanchéité et l'absence de paille séparée. Cependant, par rapport à un couvercle en forme de dôme ordinaire, la structure est beaucoup plus complexe. Il comprend le corps du couvercle, le couvercle rabattable, la buse d'aspiration et les nervures de connexion, qui imposent tous des exigences plus élevées en matière de conception de moules et de moulage par injection. Et comme il s’agit toujours d’un article jetable en grand volume, le contrôle des coûts reste le principal facteur de compétitivité.
Cet article utilise un moule à couvercle attaché à rebord de 90 mm comme exemple pour montrer comment une solution de canaux chauds à vannes à 16 cavités peut atteindre un cycle ultra-court de 6,5 secondes et une production quotidienne de 212 000 pièces. Il décompose également la logique de contrôle des coûts du point de vue des matières premières, de la consommation d'énergie, de l'investissement dans les moules, de la maintenance et de l'automatisation.
Ces couvercles attachés à bord de 90 mm sont généralement utilisés sur les grandes tasses de thé à bulles ou les seaux à fruits. Les exigences du produit sont :
Le corps du couvercle + le couvercle rabattable + la buse d'aspiration sont intégrés et le couvercle rabattable peut être ouvert et fermé plusieurs fois ;
Les nervures de connexion (charnières) ont une bonne flexibilité et ne se briseront pas après des flexions répétées ;
La buse et le couvercle ont une bonne étanchéité et aucune fuite lorsqu'ils sont placés à l'envers ;
Aucun étiquetage, généralement du PP translucide ou blanc ;
Le prix est sensible, le prix départ usine d'une seule pièce est d'environ 0,15 à 0,0251 EUR et la marge bénéficiaire est limitée.
Objectif client : production continue 24 heures sur 24, avec une production quotidienne d'environ 212 000 pièces. Calculé sur la base d'un moule à 16 empreintes, le cycle requis est de 6,5 secondes. Calculé : 3 600 secondes/6,5 secondes ≈ 554 modules/heure, 554×16=8864 pièces/heure, ×24=212 736 pièces/jour, ce qui est cohérent avec le chiffre de 212 000 PCS. Par conséquent, la période cible est verrouillée pendant 6,5 secondes, ce qui est plus court que le dôme ordinaire (7 secondes) et le défi est plus grand.
| Article | paramètre |
|---|---|
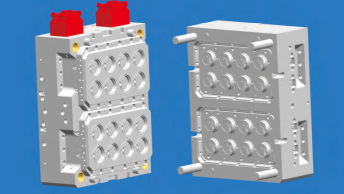
| Nom du moule | Moule de couvercle connecté 90 ports (couvercle monobloc avec buse d'aspiration) |
| Nombre d'empreintes de moulage | 16 cavités (disposition 4×4) |
| Taille du moule | 630×820×550 millimètres |
| Convient aux machines de moulage par injection | Force de serrage de 420 tonnes |
| Matériau du produit | PP (température de fusion 310℃) |
| Cycle de moulage | 6,5 secondes |
| Production quotidienne | Environ 212 000 |
La taille du moule est légèrement plus petite que celle du moule en forme de dôme (650 × 850 × 530), mais la structure est plus complexe car le couvercle rabattable, la buse d'aspiration et la charnière doivent être formés. La disposition à 16 empreintes est compacte et exploite pleinement l'espace de gabarit de la machine 420T.
En raison de l'existence d'un couvercle rabattable et d'une buse d'aspiration, l'épaisseur de paroi du couvercle connecté est inégalement répartie (la buse d'aspiration est plus épaisse, environ 1,8 mm ; le corps du couvercle est mince, environ 0,8 mm). Si un canal froid est utilisé, non seulement le gaspillage de matière est important, mais un déséquilibre de remplissage et des traces d'évier sont également susceptibles de se produire. Ce moule utilise une buse à pointeau à canal chaud complet et 16 vannes à pointeau indépendantes contrôlent respectivement l'alimentation en colle.
Avantages financiers de la solution de vanne à pointeau :
| projet | coureur froid | Canal chaud ouvert | Canal chaud à vanne à pointeau (dans ce cas) |
|---|---|---|---|
| Matériau poids de la tête/cavité | 3,2 g (en raison d'une structure complexe) | 0,6g | 0g |
| Retourner la perte matérielle | environ 18% | Environ 3,5% | 0% |
| Marques de porte | Besoin de couper, facile d'endommager la charnière | Il y a un dessin qui affecte le couvercle rabattable | Fluide, pas de post-traitement |
| Coût de la main d'œuvre | Haut (réglage du portail + réglage) | Moyen (brossage propre) | extrêmement faible |
Comptabilisation des coûts : le poids net de chaque cache-câble est d'environ 12,5 g (y compris le corps du couvercle, le couvercle rabattable et la buse d'aspiration). La solution à canaux froids a une charge de matériau d'environ 3,2 g par cavité et le taux d'utilisation des matières premières n'est que de 79,6 %. Calculé sur la base de la matière première PP 1 003 EUR/tonne :
Les canaux froids gaspillent des matières premières pour 10 000 pièces : 3,2 g × 10 000 = 32 kg → 32,1 EUR/10 000 pièces
Canal chaud de valve à pointeau : 0 EUR/10 000 pièces
La production quotidienne est de 212 000 pièces, ce qui permet d'économiser environ 68,1 EUR en coûts de matières premières par jour et environ 20 441 EUR d'économies annuelles (sur la base de 300 jours). L'investissement dans le système de vannes à pointeau à 16 cavités est d'environ 70 000 à 11 287 EUR, qui peuvent être récupérés en 6 mois.
Le couvercle de câblage ne nécessite pas d'étiquetage dans le moule, le moule ne nécessite pas de mécanismes d'adsorption sous vide ni de positionnement d'étiquette, et la structure est relativement simplifiée. Cependant, une attention particulière est requise : aucune trace de portes ou d'éjecteurs n'est autorisée dans les zones du couvercle rabattable et de la buse d'aspiration, le point d'entrée de la colle doit donc être choisi pour être dans une position cachée à l'intérieur du corps du couvercle ou sur le bord. Dans ce moule, la vanne à pointeau est placée à l'intérieur du corps du couvercle, près de la charnière, ce qui non seulement assure l'équilibre de remplissage, mais n'affecte pas non plus l'apparence et l'étanchéité.
| action | temps (secondes) | illustrer |
|---|---|---|
| Serrage du moule | 0.5 | Serrage du moule à haute vitesse et basse pression |
| Injection + maintien de pression | 1.3 | La vanne à pointeau s'ouvre séquentiellement, remplissant d'abord le couvercle puis la buse d'aspiration. |
| refroidir | 3.2 | Temps de base, plus court que le coffre-fort |
| Ouverture du moule | 0.5 | Ouverture rapide du moule |
| Éjection + ramassage robot | 1.0 | 16 produits sont éjectés en même temps pour éviter que les flip-tops ne collent |
| total | 6.5 | - |
Pourquoi le temps de refroidissement du cache-câble est-il plus court ? Bien que le couvercle de connexion ait une structure complexe, l'épaisseur de paroi moyenne (environ 1,0 mm) est légèrement plus fine que celle du couvercle en dôme (environ 1,2 mm), et un circuit de refroidissement indépendant est conçu au niveau de la buse d'aspiration, de sorte que l'efficacité de l'échange thermique est plus élevée. La température de l'eau de refroidissement est de 18 à 22 ℃, la pression de l'eau est de 0,55 MPa et le canal d'eau conforme est utilisé pour refroidir la partie la plus épaisse (1,8 mm à la racine de la buse) à la température de démoulage en 3,2 secondes.
La machine de moulage par injection est entraînée par un servomoteur 420T et la consommation électrique réelle par moule est d'environ 0,21 kWh (légèrement inférieure aux 0,22 kWh du couvercle du dôme, car le cycle est plus court et la puissance de chauffage est légèrement inférieure). Calculé sur la base d'une période de 6,5 secondes :
Environ 554 modes par heure (3600÷6,5)
Consommation électrique par heure : 554 × 0,21 ≈ 116,3 kWh
Calculé à 0,1003 EUR par kilowattheure : 11,66 EUR/heure
Facture d'électricité pour un seul produit : 93,0 ÷ (554×16) ≈ 0,0013 EUR/unité
Si un moteur asynchrone traditionnel est utilisé, la facture d'électricité par unité est d'environ 0,0021 EUR et le modèle servo peut économiser environ 5 643 EUR en factures d'électricité par an.
Utilisez un copolymère PP résistant aux chocs à haut débit (tel que PP K8003 ou similaire), avec un indice de fusion d'environ 15-20 g/10 min, en tenant compte de la capacité de remplissage et de la flexibilité des charnières. Le poids net de chaque cache-câble est de 12,5 g (y compris le corps du cache, le couvercle rabattable, la buse d'aspiration et les nervures de connexion). Le prix des matières premières est calculé sur la base de 1 028 EUR/tonne (le copolymère PP est légèrement supérieur à l'homopolymère) :
Coût d'une matière première unique : 0,0125 kg × 1,03 EUR/kg = 0,0129 EUR
Coût quotidien des matières premières : 212 000 × 0,1025 ≈ 2 725 EUR
Coût annuel des matières premières : environ 6,52 millions d'EUR (300 jours)
Le système de vanne à pointeau ne génère aucun gaspillage de matériaux retournés et constitue la première ligne de défense pour contrôler les coûts des matières premières. Dans le même temps, un contrôle en boucle fermée est utilisé pour maintenir le volume d'injection de chaque cavité cohérent (écart de poids ± 0,15 g) afin d'éviter le gaspillage de plusieurs injections.
Les nervures de connexion (charnières) n'ont qu'une épaisseur de 0,3 à 0,4 mm et doivent être flexibles mais non cassables. Le processus doit être contrôlé :
Vitesse d'injection : vitesse moyenne (environ 60 mm/s) pour éviter les déchirures de charnière causées par les chocs ;
Température du moule : la zone de charnière est partiellement élevée à 45-50°C (grâce à des tiges chauffantes indépendantes) pour prolonger le temps de cristallisation et améliorer la flexibilité ;
Pression de maintien : faible pression de maintien (30 MPa) pour éviter une extrusion excessive et un amincissement de la charnière.
Grâce au contrôle ci-dessus, le test de flexion des charnières peut atteindre plus de 10 000 fois sans rupture, ce qui est bien supérieur à la norme industrielle (3 000 fois).
| mauvais type | Proportion |
|---|---|
| La charnière est manquante ou cassée | 1.2% |
| La buse clignote | 0.5% |
| Rétrécissement du corps de la couverture | 0.5% |
Le taux de rendement opérationnel réel est de 97,8 %. Chaque augmentation de 1 % du taux de rendement réduit les déchets de 2 120 pièces par jour, permet d'économiser environ 26,5 kg de matières premières (d'une valeur de 27,21 EUR) et permet d'économiser 65 0 EUR par an. Pour cette raison, le processus met strictement en œuvre une pesée toutes les heures et vérifie les performances de flexion des charnières à chaque quart de travail.
Le couvercle de câblage a une structure complexe et est facile à accrocher les uns aux autres après avoir été éjecté (le couvercle rabattable peut accrocher des produits adjacents). Solution:
À l'aide d'une pince de ramassage spéciale, 16 ventouses aspirent le corps du couvercle séparément pour éviter toute interférence avec le couvercle rabattable ;
Une fois que le robot a récupéré les pièces, celles-ci sont placées directement dans l'empileur automatique, empilées par groupes de 20, puis transportées vers la ligne de conditionnement.
Chaque opérateur peut superviser 4 à 5 presses à injecter du même type (les capots filaires sont plus fréquemment entretenus que les capots ordinaires). Coût de la main d'œuvre : 1 003 EUR/mois/personne, chaque personne regarde 4 stations → le coût de la main d'œuvre de chaque station est d'environ 250,81 EUR/mois
Coût de la main d'œuvre par unité : 2 000 ÷ (212 000 × 30) ≈ 3,8876 EUR/unité
Presque négligeable. Si un ramassage semi-automatique ou manuel est utilisé, le coût de la main-d'œuvre par unité atteindra 0,02 à 0,0038 EUR, perdant complètement en compétitivité.
Canaux chauds de vanne à pointeau à 16 cavités + structure de charnière complexe, exigences de maintenance élevées :
Nettoyez la vanne à pointeau tous les 80 000 cycles de moulage (environ 3 jours) pour éviter qu'elle ne se coince ;
Remplacez la bague d'étanchéité de l'aiguille de valve et l'insert de charnière tous les 300 000 moules ;
Meuler les bagues de porte et inspecter l'usure de la zone des charnières tous les 1 million de cycles de moulage.
Après conversion : le coût de maintenance du moule est d'environ 0,0002 EUR/pièce et le coût de maintenance annuel est d'environ 9 531 EUR (sur la base d'une production annuelle de 63,6 millions de pièces). Légèrement plus élevé que le couvercle d'arche ordinaire (0,0001 EUR), mais bien inférieur au coût de la découpe manuelle du portail de la solution à canaux froids.
| Élément de coût | Montant (EUR/pièce) | Proportion |
|---|---|---|
| Matières premières (copolymère PP, 1 028 EUR/tonne) | 0,0129 | 86.5% |
| Facture d'électricité (servo 420T) | 0,0013 | 8.9% |
| Manuel (automatisé) | 3,8876 | 0.3% |
| Entretien des moules | 0,0002 | 1.0% |
| Amortissement d'usine et autres | 0,0004 | 3.0% |
| total | 0,0148 | 100% |
Le coût total par unité est d'environ 0,0148 EUR, tandis que le prix du marché est d'environ 0,15 à 0,0251 EUR et que la marge bénéficiaire brute est d'environ 21 à 41 %. Par rapport aux couvertures d'arc ordinaires (coût de 0,0112 EUR, prix de vente de 0,10 à 0 015 EUR), bien que le coût de la couverture de connexion soit plus élevé, le prix est également plus élevé, la valeur ajoutée est plus grande et la marge bénéficiaire est plus considérable.
Si l'on adopte une solution à canaux froids (le coût des matières premières s'élève à 0,0157 EUR) ou un moteur sans servomoteur (le coût de l'électricité s'élève à 0,0021 EUR), le coût sera proche de 0,0182 EUR et les bénéfices seront sévèrement comprimés. Par conséquent, la machine de moulage par injection à canaux chauds à vanne à pointeau + servo est la configuration standard pour la production de bouchons connectés.
| Phénomène problématique | raison | solution |
|---|---|---|
| Charnière cassée | Ténacité du matériau et concentration des contraintes insuffisantes | Utilisez du PP à fort impact, ajoutez des rainures de charnière dynamiques et réduisez la vitesse d'injection |
| La buse et le couvercle fuient lorsqu'ils sont combinés | Flash, marques d'évier, refroidissement irrégulier | Ajoutez une voie navigable indépendante, prolongez le maintien de la pression et effectuez des tests d'étanchéité à l'air |
| Le poids de 16 cavités est incohérent | Température inégale des canaux chauds et buse bouchée | Réglage indépendant de la température, nettoyage régulier du filtre et contrôle de la différence de poids ≤0,2 g |
La solution de vanne à pointeau à canaux chauds à 16 cavités pour le moule de bouchon en ligne à 90 ports permet d'atteindre une production quotidienne de 212 000 pièces dans un cycle de 6,5 secondes, et le coût global d'une seule pièce est réduit à 0,0148 EUR, ce qui permet d'obtenir d'excellents effets de contrôle des coûts dans les produits structurels complexes. L'expérience de base peut être résumée comme suit :
Le canal chaud à vanne à pointeau est au cœur de la réduction des coûts pour les structures complexes : il élimine la tête de matériau et permet une utilisation à 100 % des matières premières. Il est particulièrement adapté aux produits comportant plusieurs cavités et des matières premières de grande valeur ;
Le cycle ultra-court de 6,5 secondes repose sur la stratégie combinée d'une température locale élevée dans la zone charnière et d'un fort refroidissement dans la zone à paroi épaisse, brisant la pensée inertielle selon laquelle « plus la structure est complexe, plus le cycle est long » ;
La machine de moulage par injection servo + ramassage et empilage automatiques réduit les coûts d'électricité et de main d'œuvre à un niveau extrêmement bas, avec une seule facture d'électricité de seulement 0,0013 EUR et une main d'œuvre de 3,8876 EUR ;
Le moulage des charnières est un équilibre entre la technologie et le coût : chaque réduction de 1 % du taux de casse des charnières peut permettre d'économiser entre 60 000 et 10 032 EUR par an ;
Chaque amélioration de 1 % du taux de rendement permet d'économiser 8 151 EUR par an. La gestion détaillée est un profit.
À l'avenir, à mesure que les moules de couverture de connexion à 24 ou même 32 cavités mûriront, le cycle devrait durer dans les 5 secondes et le coût d'une seule pièce diminuera encore à moins de 0,0125 EUR. Cependant, la solution à 16 cavités dans ce cas reste la solution optimale en termes de point d'équilibre du retour sur investissement : l'investissement est modéré (environ 250 000 à 37 622 EUR pour le moule), la maintenance est contrôlable et la stabilité est élevée. Il convient à la plupart des entreprises de moulage par injection d'entrer sur le marché des couvercles de thé de milieu à haut de gamme.
| projet | paramètre |
|---|---|
| Nombre de cavités | 16 |
| faire du vélo | 6,5 secondes |
| Production quotidienne | 212 000 pièces |
| Poids net d'une seule pièce | 12,5g |
| Coût des matières premières | 0,0016 EUR/pièce |
| coût total | 0,0019 EUR/pièce |
| Rendement | 97.8% |
| Taille du moule | 630×820×550mm |
| Machine adaptable | 420T |
| Durée de vie de la charnière | ≥10 000 fois |
Remarque : Les coûts ci-dessus sont basés sur des estimations du copolymère PP à 8 25,08 EUR/tonne, de l'électricité industrielle à 0,1003 EUR/kWh et des niveaux de main-d'œuvre dans l'est de la Chine en 2024. Veuillez ajuster en fonction des prix locaux réels.