Sur le marché en croissance rapide du thé aux fruits et des boissons aux fruits en grand seau, l'efficacité de l'emballage et la qualité de l'apparence affectent directement la compétitivité de la marque. Lorsque la demande quotidienne atteint environ 54 500 pièces, maintenir la qualité du moulage pour un produit de grande capacité de 1 000 ml tout en prenant en charge à la fois l'étiquetage dans le moule (IML) et la production sans étiquetage devient un défi majeur en matière de conception de moules et de processus. Cet article utilise le moule pour seau à fruits 119-1000 comme exemple pour expliquer la solution à 6 cavités, le cycle de 9,5 secondes sans étiquetage, le cycle de 12 secondes avec IML, ainsi que les paramètres de production clés et l'expérience d'optimisation derrière la production de masse réelle.
Ces dernières années, les portions de thé aux fruits et de boissons similaires ont continué d'augmenter, et les seaux de fruits de 1 000 ml (1 litre) sont devenus un best-seller pour les marques de boissons des chaînes. Ce type de conteneur doit généralement répondre aux exigences suivantes :
Matériau PP hautement transparent ou translucide pour afficher les particules de fruits ;
Grand volume, mais l'épaisseur de la paroi doit être uniforme pour éviter les marques de retrait ;
L'étiquetage dans le moule est possible pour améliorer la reconnaissance de la marque et réduire les processus d'étiquetage ultérieurs ;
Rendement quotidien élevé pour correspondre au fonctionnement à grande vitesse de la ligne de remplissage.
La capacité de production cible proposée par le client est : une production continue 24 heures sur 24, avec une production journalière d'environ 54 500 pièces. Calculé sur la base d'un moule à 6 empreintes, le cycle théorique doit être contrôlé en 11 secondes (temps d'action compris). Après évaluation, deux séries de plans ont finalement été déterminées :
Production sans étiquetage : le temps de cycle cible est de 9,5 secondes ;
Production d'étiquetage dans le moule : le temps de cycle cible est de 12 secondes.
| Article | Paramètre |
|---|---|
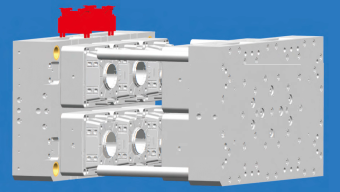
| Modèle de moule | Moule seau à fruits 119-1000 |
| Nombre d'empreintes de moulage | 6 cavités |
| Taille du moule | 650×1110×652 millimètres |
| Convient aux machines de moulage par injection | 400 tonnes (force de serrage) |
| Volume du produit | 1000ml |
| Principaux matériaux | PP (température de fusion 310℃) |
La disposition à 6 cavités adopte une disposition « 2×3 » pour assurer une zone de projection raisonnable du moule sur la machine 400T, tout en laissant de l'espace au robot pour prélever et étiqueter.
Une solution de mélange de canaux chauds + buse courte de canaux froids est adoptée. Le canal chaud est chargé d'équilibrer la pression et la température des 6 cavités. La buse courte à canal froid réduit la longueur de la tête de matériau et la proportion de matériau retourné. Après analyse et optimisation du flux de moule, la différence de temps de remplissage de chaque cavité est contrôlée dans la limite de 3 %, garantissant ainsi la cohérence du poids des six barils (± 0,5 g).
| projet de refroidissement | paramètre |
|---|---|
| Température de l'eau de refroidissement | 18-22℃ |
| pression de l'eau de refroidissement | 0,5-0,6 MPa |
| conception de voies navigables | Voie navigable conforme + voie navigable de type cloison |
En raison de la hauteur élevée du fût de fruits (environ 160-180 mm), il est difficile pour la voie navigable traditionnelle en ligne droite de refroidir efficacement la partie centrale du fût. La conception adopte des canaux d'eau conformes en 3D, dispose des canaux d'eau annulaires le long du contour du baril et combine des cloisons en spirale pour améliorer le refroidissement du fond et de la bouche. La mesure réelle de la température montre que la différence de température maximale du baril est ≤5℃ et que le temps de refroidissement représente environ 50 % du cycle total.
| processus | temps |
|---|---|
| Serrage et verrouillage du moule | 1,2 secondes |
| Injection + maintien de pression | 1,8 secondes |
| Temps de refroidissement | 4,5 secondes |
| Ouverture du moule | 0,8 seconde |
| Éjection du produit et retrait du robot | 1,2 secondes |
| cycle total | 9,5 secondes |
Lorsqu'il n'est pas étiqueté, le robot se charge uniquement de retirer le produit et n'a pas besoin d'attendre l'action d'étiquetage. À ce moment-là, la machine de moulage par injection se déplace étroitement, nécessitant une éjection du moule en douceur et une vitesse de ramassage du robot ≥ 2,5 m/s.
Défi majeur : le cycle de 9,5 secondes nécessite des besoins de refroidissement extrêmement élevés. Le matériau PP est injecté à 310°C et la surface de la cavité du moule doit être rapidement abaissée à environ 40-50°C pour le démoulage. Un taux d'échange thermique élevé est obtenu grâce à une eau de refroidissement de 18 ℃ + un débit important (0,5-0,6 MPa). Dans le même temps, il est nécessaire d'éviter la déformation de l'embouchure du canon - pour cette raison, un canal de refroidissement annulaire renforcé est ajouté à l'embouchure du canon.
| processus | temps |
|---|---|
| Etiquetage avant fermeture du moule | 1,8 secondes |
| Serrage et verrouillage du moule | 1,2 secondes |
| Injection + maintien de pression | 1,8 secondes |
| Temps de refroidissement | 5,5 secondes |
| Ouverture du moule | 0,8 seconde |
| Supprimer le produit + l'étiquette ensemble | 0,9 seconde |
| cycle total | 12,0 secondes |
Difficultés de positionnement des étiquettes : Les étiquettes des 6 cavités doivent couvrir avec précision la zone de marquage du corps du canon et ne peuvent pas être déformées. La solution consiste à concevoir de petits trous d’adsorption sous vide aux positions correspondantes de la cavité fixe du moule. L'étiquette sera automatiquement aspirée après avoir été placée. Lors du moulage par injection, la matière fondue du PP fera fondre l'étiquette sur la surface.
| paramètre | valeur définie | effet |
|---|---|---|
| Température du fût | 310℃ | Assurer la fluidité du PP et remplir une cuve de 1000ml |
| Température du moule (moule en mouvement) | 28-32℃ | Équilibre la cristallinité et améliore la transparence |
| Température du moule (moule fixe) | 35-40℃ (lors de l'étiquetage) | Propice à la fusion des étiquettes |
| Pression d'injection | 85-105 MPa | Remplissage rapide pour éviter les traces de soudure |
| Pression de maintien | 50-65 MPa, maintien de la pression pendant 2,0 secondes | Empêche les marques d'évier, en particulier dans les zones à parois épaisses au fond |
| contre-pression | 8-12 MPa | Améliorer l'uniformité de la plastification |
| Température de l'eau de refroidissement | 18-22℃ | Échange thermique stable |
| pression de l'eau de refroidissement | 0,55 MPa (recommandé) | Débit garanti ≥25L/min par circuit |
Remarque spéciale : pendant l'étiquetage, en raison de la résistance thermique entre l'étiquette (généralement PP ou PET) et la matière fondue, il est nécessaire d'augmenter la température fixe du moule à environ 38°C et de prolonger le refroidissement pendant 0,5 à 1 seconde, sinon le bord de l'étiquette est sujet au « halo » ou à la déformation.
Enregistrement de fonctionnement continu pendant 72 heures :
| mode de fabrication | période moyenne | Production quotidienne | Rendement | Mauvais majeur |
|---|---|---|---|---|
| Pas de mode d'étiquetage | 9,47 secondes | 55 200 pièces | 98.3% | Traces de bavures et de points de matière froide sur l'embouchure du canon |
| Mode d'étiquetage dans le moule | 12,05 secondes | 43,200 | 96.8% | Décalage d'étiquette, bulle d'étiquette |
Dans l'ensemble, les clients peuvent changer de manière flexible en fonction des exigences de la commande : le thé aux fruits personnalisé haut de gamme adopte le mode d'étiquetage et les modèles promotionnels ordinaires adoptent l'étiquette sans étiquetage + rétractable externe.
Avantages économiques : Calculés sur la base de 300 jours de production par an et d'un fonctionnement continu 24 heures sur 24 :
Production annuelle sans étiquetage : 16,56 millions de pièces ;
Production annuelle d'étiquetage : 12,96 millions de pièces.
Chaque baril d'étiquetage permet d'économiser environ 0,01 EUR en coûts de main-d'œuvre et de matériaux par rapport au post-étiquetage, et permet d'économiser environ 129 168,11 EUR par an, couvrant l'investissement supplémentaire dans les moules IML.
| Phénomène problématique | raison | solution |
|---|---|---|
| Il y a des marques de soudure évidentes sur le corps du canon | Le débit dans 6 chambres est déséquilibré et la vitesse d'injection est trop lente. | Augmentez la vitesse d'injection au-dessus de 80 mm/s et ajustez la température des canaux chauds indépendamment |
| Froissement de l'étiquette dans le moule | Adsorption sous vide insuffisante, les étiquettes deviennent humides | Trous sous vide φ0,5 mm/6 par cavité, humidité de stockage <50 % |
| L'embouchure du canon est ovale une fois éjectée | Refroidissement irrégulier et force d'éjection excessive | Canal d'eau de refroidissement optimisé, 8 broches d'éjection de φ6 mm sont dispersées et éjectées |
Grâce à un nombre élevé de cavités à 6 cavités, un refroidissement conforme optimisé et un contrôle précis du timing, le moule pour seau à fruits 119-1000 a réussi à atteindre une production stable de 9,5 secondes sans étiquetage et de 12 secondes avec étiquetage dans le moule, avec une production quotidienne maximale de 55 200 pièces. Ce cas prouve :
Les récipients à paroi mince de grand volume (1 000 ml, épaisseur de paroi de 0,8 à 1,2 mm) peuvent réaliser un cycle de production proche de celui des petites tasses grâce à des moules à grande cavité ;
L'étiquetage dans le moule augmente le temps de cycle d'environ 25 %, mais le coût global est inférieur et la valeur ajoutée du produit est augmentée ;
Le refroidissement conforme + l'eau de refroidissement à basse température sont la clé d'une efficacité élevée. Contrôler la température du moule en dessous de 30°C peut réduire le temps de refroidissement de plus de 15 %.
À l'avenir, avec l'augmentation de la vitesse des manipulateurs automatisés (tels que les robots collaboratifs à six axes) et l'application de systèmes de changement de moule rapide, le cycle d'étiquetage devrait être compressé à 10,5 secondes et le cycle de non-étiquetage sera de 8 secondes, ce qui rapprochera le coût de production d'un seau à fruits de 1 000 ml du niveau d'une tasse de 500 ml.
Ce cas a été appliqué avec succès à trois principaux fournisseurs de matériaux d'emballage de thé en Chine et exporté vers le marché de l'Asie du Sud-Est, fournissant un modèle technique réutilisable pour la conception de moules de grands seaux à thé aux fruits.
| projet | Pas d'étiquetage | Étiquetage dans le moule |
|---|---|---|
| faire du vélo | 9,5 secondes | 12,0 secondes |
| Production quotidienne | 54 500 pièces | 43,200 |
| Température du moule (moule fixe) | 30℃ | 38℃ |
| Temps de refroidissement | 4,5 secondes | 5,5 secondes |
| Rendement | 98.3% | 96.8% |
Remarque : Le rendement réel est affecté par la stabilité de la machine de moulage par injection, la température ambiante et les lots de matières premières. Il est recommandé d'effectuer des tests de conception DOE avant la première production en série.