À mesure que le marché mondial du thé prêt à boire se développe, en particulier dans les formats de gobelets tels que le bubble tea, la demande de gobelets en plastique de haute qualité, homogènes et recyclables a augmenté. Les gobelets traditionnels utilisent souvent des manchons sérigraphiés ou rétractables, avec des inconvénients tels qu'une mauvaise résistance à l'usure, le décollement des étiquettes et une recyclabilité limitée.
L'étiquetage dans le moule (IML) place une étiquette pré-imprimée dans la cavité avec un robot ; lors de l'injection, elle se lie à la matière fondue, de sorte que l'étiquette fait partie de la pièce. Les avantages comprennent :
Cet étui est une tasse de bubble tea H T Mould 90700 (environ 700 ml) dans un moule IML 12 empreintes pour une presse 480T. Données nominales :
| Article | Valeur |
|---|---|
| Produit | 90700 tasse de thé à bulles |
| Cavités | 12 |
| Cycle sans étiquette | 8 s |
| Faites du vélo avec IML | 10 s |
| Sortie quotidienne (avec IML) | Env. 103 680 pièces/jour |
| Taille du moule | 720×1100×625 millimètres |
| Cours de presse | 480T |
| Température du fût | 310℃ |
| Température de l'eau de refroidissement | 18–22℃ |
| Pression de l'eau de refroidissement | 0,5 à 0,6 MPa |
Sans étiquettes, le cycle peut atteindre 8 s ; avec IML, elle s'étend jusqu'à 10 s. L'écart de 2 s est le principal compromis technique analysé ci-dessous.
La coupelle 90700 est un cylindre à paroi mince, paroi typique de 0,45 à 0,55 mm, hauteur d'environ 170 à 190 mm, bord d'environ 90 mm. Cibles clés :
Taille du moule 720×1100×625 mm, poids environ 3,8–4,2 t. Disposition des canaux chauds et des sous-canaux froids à vanne (tel que construit). Douze cavités en 2×6, pas d'environ 145 mm, largeur inférieure à 1100 mm.
Points forts de la conception :
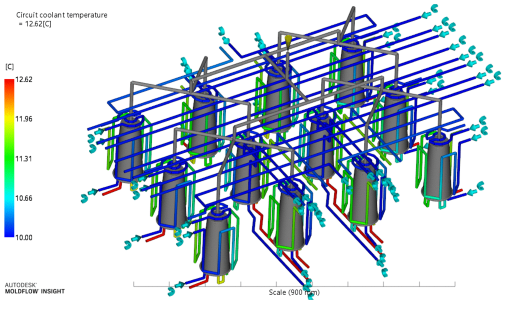
Disposition globale du flux de moule pour l'outil à 12 empreintes
Avec un cycle serré (10 s, étiquetage compris), le refroidissement est critique. Noyau : canaux conformes hélicoïdaux ; cavité : circuits annulaires à double niveau.
Ports à connexion rapide, eau 0,5 à 0,6 MPa, 18 à 22 ℃.
Contrôle Moldflow : à un cycle de 10 s, température maximale de la pièce à l'éjection d'environ 55 à 65 ℃, aucun risque de collage.
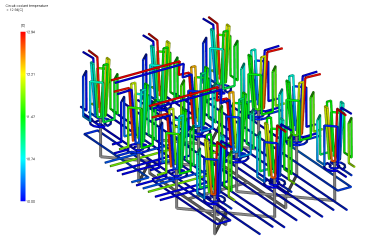
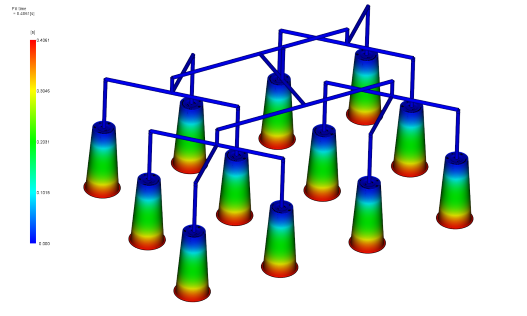
Analyse du circuit de refroidissement noyau/empreinte
Efficacité du refroidissement conforme hélicoïdal
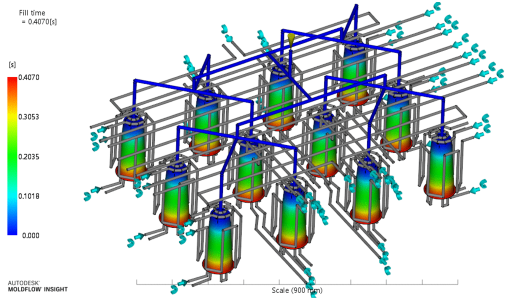
Analyse de remplissage
Simulation de remplissage équilibré de 12 cavités
| Phase | Pas d'étiquette(s) | Avec IML(s) | Raison de la différence |
|---|---|---|---|
| Fermer le moule | 1.2 | 1.2 | Même |
| Injecter + packer | 1.8 | 1.8 | Même |
| Cool (y compris une partie du pack) | 3.5 | 4.5 | +1,0 étiquette barrière thermique |
| Moule ouvert | 0.8 | 0.8 | Même |
| Éjecter + emporter | 0.7 | 0.7 | Même |
| Placement des étiquettes | — | 1.0 | +1,0 robot ramasser, placer, aspirer |
| Total | 8.0 | 10.0 | +2.0 |
Sur les 2 s supplémentaires avec IML, environ 1 s est consacrée au placement de l'étiquette et environ 1 s est ajoutée au refroidissement, car l'étiquette isole la masse fondue de l'acier.
Sans étiquette, le PP entre directement en contact avec l'acier (haute conductivité), la chaleur se déplace rapidement vers les canaux et la paroi mince se remplit rapidement pour l'emballage et le refroidissement.
Le film IML (souvent PP ou PE, 40 à 80 μm) a une conductivité thermique d'environ 0,2 à 0,3 W/m·K, une couche isolante entre la fonte et le moule. L'efficacité du refroidissement chute d'environ 30 à 40 %.
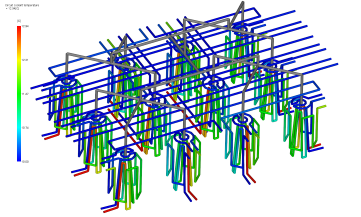
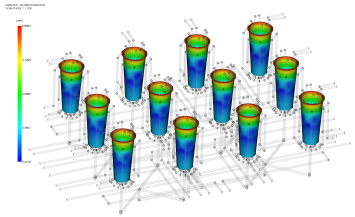
Analyse du refroidissement

Champ de température de la pièce après l'étiquetage dans le moule
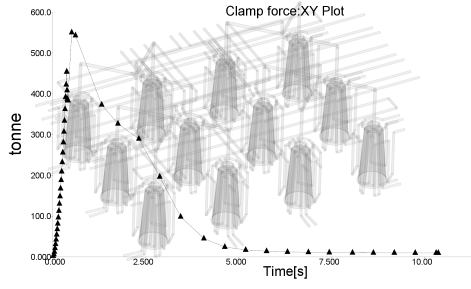
Surface projetée par cavité (y compris la glissière) env. 95 cm² ; 12 cavités d'environ 1140 cm². À une pression moyenne dans la cavité de 30 à 40 MPa pour le PP :
F = 1140 × 35 / 10 ≈ 399 tonnes
480T est suffisant avec de la marge.
Une largeur de moule de 1 100 mm nécessite un espacement des tirants ≥ 1 100 mm. Ce projet a utilisé un 480T domestique avec un espacement de 1 200 × 1 000 mm, vérifié en service.

Disposition des cavités et analyse structurelle
Étiquettes : film PP 50 μm, gravure 6 couleurs plus revêtement antistatique ; robot servo trois axes, 12 ventouses indépendantes, placement ±0,1 mm.
Analyse de déformation et dimensionnelle
| Élément de coût | Tarif unitaire | Quotidien (EUR) | Par pièce (EUR) |
|---|---|---|---|
| Résine PP (15 g/pièce) | 1,07 EUR/kg | 1,658 | 0,016 |
| Étiquette dans le moule | 0,01/pièce | 1,04 | 0,01 |
| Électricité (90 kW au total) | 0,1003 EUR/kWh | 0,2167 | 0,0021 |
| Main d'œuvre (2 personnes, 3 équipes) | 37,62/personne/équipe | 0,2257 | 0,0022 |
| Dépréciation du moule (5 ans) | Moule 5 504 EUR | 24,08 | 0,0002 |
| Entretien/consommables | — | 62,7 | 0,0006 |
| Total | — | 3,227 | 0,0312 |
Prix de vente d'environ 0,35 à 0,0564 EUR/pièce, marge brute d'environ 29 à 45 %, retour sur investissement d'environ 8 à 12 mois.
La pénalité IML de +2 s se divise en ~ 1 s pour la manipulation de l'étiquette et en ~ 1 s pour le refroidissement à travers l'étiquette, un coût inhérent à IML. La largeur du moule de 1 100 mm nécessite une machine à tirants larges. Faire fondre à 240-260 ℃ est souvent plus sûr en production.
IML est un système : le moule, le robot, le chargeur d'étiquettes et la presse doivent être mis en service ensemble et non assemblés au coup par coup.
Video de production :

Cliquez sur l'image pour ouvrir la video YouTube.
Post-scriptum : Données anonymisées à partir d'un cas de production réel. Nous sommes ouverts aux discussions sur l’optimisation du refroidissement, le contrôle statique des étiquettes et le changement rapide des moules.