À mesure que les emballages de boissons continuent d’évoluer, les couvercles attachés multifonctionnels deviennent de plus en plus populaires. « Multifonctionnel » signifie que le couvercle intègre des fonctionnalités telles qu'un couvercle rabattable, une buse pour siroter, un trou d'aération, une valve anti-reflux et des languettes de suspension, permettant à une tasse et à un couvercle d'offrir une meilleure expérience utilisateur sans accessoires supplémentaires. Mais cette intégration fonctionnelle crée également des défis majeurs pour la conception de moules et le moulage par injection : parois extrêmement fines, géométrie complexe, exigences élevées en matière de précision dimensionnelle et nécessité de préserver la stabilité et les avantages en termes de coûts dans la production de masse.
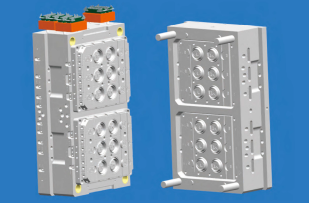
Cet article utilise comme exemple un moule à couvercle attaché multifonctionnel à rebord de 90 mm pour expliquer comment une solution de canaux chauds à vannes à 12 cavités peut produire 115 000 pièces par jour sur un cycle de 9 secondes. Il passe également en revue les technologies clés derrière le calage des soupapes, le remplissage à paroi mince, la conception du refroidissement et le moulage intégré de fonctionnalités multifonctionnelles.
Ce couvercle attaché multifonctionnel à bord de 90 mm est généralement utilisé sur les tasses de thé aux fruits, de thé à bulles et de café à emporter de qualité supérieure. Par rapport à un couvercle attaché standard, il ajoute les modules fonctionnels suivants :
Ces nouvelles structures entraînent une répartition extrêmement inégale de l'épaisseur de paroi : la zone du clapet anti-retour n'a que 0,6 mm d'épaisseur, les oreilles suspendues ont 1,2 mm d'épaisseur et le pied de buse a une épaisseur de 2,0 mm. Des parois fines (0,6 mm) et des parois épaisses (2,0 mm) coexistent, ce qui impose des exigences extrêmement élevées en matière d'équilibre de remplissage, de contrôle du retrait et d'efficacité de refroidissement.
Objectif client : production continue 24 heures sur 24, avec une production quotidienne d'environ 115 000 pièces. Utilisant un moule à 12 empreintes avec un temps de cycle de 9 secondes, il convient aux machines de moulage par injection 420T.
| Paramètre | Valeur |
|---|---|
| Nom du moule | Moule de couvercle de connexion multifonctionnel à 90 ports |
| Nombre d'empreintes de moulage | 12 cavités (disposition 2×6) |
| Taille du moule | 620×1025×540 millimètres |
| Machine adaptable | Force de serrage de 420 tonnes |
| Matériau du produit | PP (température de fusion 310℃) |
| Cycle de moulage | 9,0 secondes |
| Production quotidienne | Environ 115 000 |
Comparée au couvercle en arc à 16 cavités ou au moule à couvercle filaire, la disposition à 12 cavités est légèrement « conservatrice ». La raison en est que le couvercle multifonctionnel a une structure complexe et que 12 cavités peuvent laisser plus d'espace pour l'agencement de curseurs, de toits inclinés et de circuits de refroidissement indépendants, tout en réduisant le risque de remplissage déséquilibré. Entre une structure complexe et un nombre élevé de cavités, 12 cavités constituent le point d’équilibre optimal vérifié par l’analyse du flux de moule.
| question | coureur froid | Canal chaud ouvert | Canal chaud à vanne à pointeau |
|---|---|---|---|
| Difficulté à remplir les zones à parois minces | Grande perte de pression, tir court facile | Le portail est facile à dessiner, ce qui affecte la paroi mince | La vanne à pointeau contrôle précisément le temps d'ouverture et donne la priorité au remplissage des parois fines |
| Marques d'évier dans la zone des murs épais | Impossible de contrôler individuellement la pression de maintien | Pas d'aiguille de valve, mauvais effet de maintien de la pression | Fermeture retardée du pointeau de la vanne dans une zone à paroi épaisse et maintien de la pression prolongé |
| Marques de porte | Nécessite un post-traitement, facile à endommager les structures fonctionnelles | Les résidus de dessin affectent l’étanchéité | Lisse et sans trace, aucun post-traitement requis |
| Gaspillage de matières premières | Taux de tête de matériau 15-20 % | 3-5% | 0% |
Le principal avantage de la buse chaude à vanne à pointeau est que chaque porte peut contrôler indépendamment le temps d'ouverture et le temps de fermeture pour réaliser un « moulage par injection séquentiel », gérant ainsi avec précision le remplissage et le maintien de la pression de différentes zones d'épaisseur de paroi.
| groupe de vannes | Zone correspondante | Allumer l'heure | heure de fermeture | But |
|---|---|---|---|---|
| Groupe 1 (4 pièces) | Zone à paroi mince (autour du clapet anti-retour et du trou de ventilation) | 0,00 seconde (l'injection démarre) | 0,5 seconde avant la fin de l'injection | Prioriser le remplissage pour éviter les tirs courts |
| Groupe 2 (4 pièces) | Zone d'épaisseur de paroi moyenne (corps de couverture, oreilles pendantes) | 0,3 seconde après le début de l'injection | Fin de la phase de maintien de la pression | remplissage équilibré |
| Groupe 3 (4 pièces) | Zone de paroi épaisse (fond de buse, nervures de renfort) | 0,6 seconde après le début de l'injection | 0,3 seconde avant la fin de la pression de maintien | Arrêt retardé, réapprovisionnement complet |
Paramètres clés : temps d'injection total 1,5 seconde ; temps total de maintien de la pression 2,0 secondes (maintien de la pression en deux étapes) ; La fermeture du pointeau de la vanne est entraînée par la pression de l'air (0,7 MPa), temps de réponse ≤ 20 ms.
Grâce à ce moulage par injection séquentielle, la zone à paroi mince est rapidement remplie d'une faible viscosité, et la zone à paroi épaisse obtient une pression de maintien suffisante dans l'étape ultérieure du remplissage, et le taux de marque d'évier est réduit de 4,2 % du moule d'essai initial à moins de 0,5 %.
| défi | mesures techniques |
|---|---|
| Coagulation précoce | La température du baril est augmentée à 310 ℃ et la température du moule est augmentée à 45 ℃ (la zone à paroi mince est chauffée localement à 55 ℃) |
| Exigences en matière de haute tension | La vitesse d'injection est augmentée à 120 mm/s, la limite supérieure de la pression d'injection est réglée à 180 MPa et un accumulateur haute pression est configuré |
| Marques de soudure | Ajustez la séquence d'ouverture du robinet à pointeau et ajoutez une fente d'échappement. |
| zone de refroidissement | Zone correspondante | type de voie navigable | température de l'eau | couler |
|---|---|---|---|---|
| Zone 1 | Zone à paroi fine (clapet anti-retour, trou d'aération) | Voie navigable micro conforme (φ4mm) | 22℃ | 8L/min |
| Zone 2 | Couvrir la zone principale | Voie navigable annulaire (φ10mm) | 20℃ | 15L/min |
| Zone 3 | Zone de paroi épaisse (racine de la buse) | Voie navigable en spirale + puits | 18℃ | 20L/min |
| Zone 4 | Oreilles et raidisseurs suspendus | Voie navigable droite (φ8mm) | 20℃ | 12L/min |
Ce moule réalise le moulage intégré de 6 unités fonctionnelles dont le clapet anti-retour, les trous d'aération, les pattes de suspension et les charnières. Chaque structure adopte un processus de moulage spécial pour garantir des fonctions fiables et une longue durée de vie.
| paramètre | valeur définie | illustrer |
|---|---|---|
| Température du canon (arrière/milieu/avant/buse) | 260/290/310/310℃ | Les parois minces nécessitent une température élevée |
| Température du moule (moule mobile/moule fixe) | 35/45℃ | Zone de paroi mince de moule fixe 55 ℃ |
| Pression d'injection (pic) | 165 MPa | Exigences de remplissage des parois minces |
| vitesse d'injection | 120 mm/s | injection graduée |
| Pression de maintien/temps | 80MPa → 50MPa/2,0 secondes | Deux étapes de maintien de la pression |
| Temps de refroidissement | 5,0 secondes | Période totale 9,0 secondes |
| question | raison | solution |
|---|---|---|
| Collage du moule à membrane du clapet anti-retour | Adsorption sous vide, le diaphragme est trop fin | Ajouter une éjection assistée par air et chanfreiner la racine |
| Trous d'aération bouchés | Dépôt de carbone dans le noyau et dégradation des matières premières | Nettoyage régulier par ultrasons et ajout d'agent démoulant |
| Le poids de 12 cavités est incohérent | Différence de température des canaux chauds et pointeau de vanne désynchronisé | Contrôle indépendant de la température, course d'aiguille de vanne calibrée |
La solution de buse chaude à valve à pointeau à 12 cavités pour le moule de couverture en ligne multifonctionnel à 90 ports a permis d'atteindre une production quotidienne de 115 000 pièces dans un cycle de 9 secondes, surmontant avec succès le problème de moulage de la coexistence de structures à paroi mince (0,6 mm) et à paroi épaisse (2,0 mm). Les principaux points d’innovation technologique peuvent être résumés comme suit :
| projet | paramètre |
|---|---|
| Nombre de cavités | 12 |
| faire du vélo | 9,0 secondes |
| Production quotidienne | 115 000 pièces |
| Poids net d'une seule pièce | Environ 14,0 g |
| Épaisseur minimale de paroi | 0,6 mm (clapet anti-retour) |
| Épaisseur maximale de paroi | 2,0 mm (racine de la buse) |
| vitesse d'injection | 120 mm/s |
| Pression d'injection | 165MPa |
| zone de refroidissement | Le district 4 est indépendant |
| Machine adaptable | 420T |
Remarque : Les paramètres ci-dessus sont basés sur les données mesurées réelles du matériau copolymère PP et de la machine de moulage par injection servo 420T. Veuillez affiner la production réelle en fonction du lot de matières premières et des conditions environnementales.