
Cliquez sur l'image pour voir la vidéo de production
Chers clients, amis et collègues, bonjour !
Je m'appelle Zhang de H T Mould, et voici l'un de nos projets récents représentatifs : développement de moules et optimisation de la production en série pour une boîte d'emballage de chocolat PS transparente. Ce moule utilise un Disposition à 8 cavités pour une boîte de chocolat transparente avec des exigences strictes en matière de finition de surface, de cohérence dimensionnelle et d'efficacité de moulage.
Grâce à ce projet, nous avons résolu les problèmes courants liés aux pièces transparentes, tels que les traces d'écoulement et les bulles, tout en obtenant une forte stabilité de production en série. L'affaire s'organise autour caractéristiques du produit, analyse du flux de moulage, conception du moule, réglage du processus et données de production.
Le client doit produire unBoîte d'emballage de chocolat carrée, matériau PS (polystyrène),ExigerHaute transparence, pas de traces d'écoulement visibles, pas de bulles, pas de stries argentées, épaisseur de paroi uniforme et dimensions d'ouverture et de fermeture stables. La production devrait êtrePlus de 500 000 pièces par mois, nous vous recommandons donc d'utiliser1 solution de moule à canaux chauds sur 8, pour améliorer l’efficacité et réduire le coût unitaire.
Le matériau PS lui-même a une bonne fluidité, mais sa transparence est extrêmement sensible au processus : si la température est trop élevée, il se dégradera facilement et jaunira, tandis que si la température est trop basse, il produira des contraintes internes ou des marques d'écoulement ; si la vitesse d'injection est trop rapide, des marques de pulvérisation seront produites, et si la vitesse d'injection est trop lente, des marques de soudure seront évidentes. Cela impose des exigences plus élevées en matière de conception de moules et de processus de moulage par injection.
Avant l'ouverture officielle du moule, nous avons utilisé Moldflow pour effectuer une analyse complète du flux de moule. Les images en pièce jointe sont les résultats de l'analyse à ce moment-là. Je vais retenir quelques points clés à aborder :
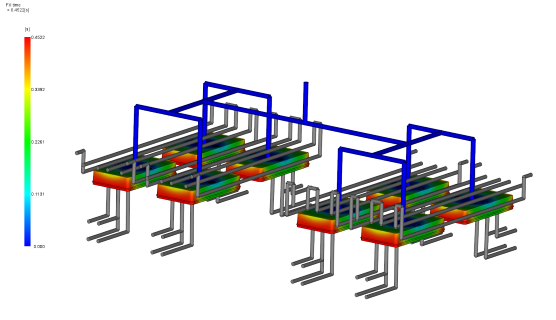
1. Analyse du temps de remplissage (Temps de remplissage = 0,4729 s)
Le temps de remplissage est contrôlé à environ 0,47 seconde, le remplissage de chaque cavité est fondamentalement équilibré et la différence entre le temps de remplissage maximum et minimum est contrôlée dans les 10 %, ce qui est idéal pour un moule multi-empreintes avec 1 sur 8.
2. Répartition de la température du moule
À en juger par la « température du circuit métallique » (31,7 ~ 31,9 °C) et la « température du liquide de refroidissement du circuit » (25,65 ~ 26,30 °C), le chemin de l'eau de refroidissement est raisonnablement conçu et la différence de température de surface du moule est contrôlée à moins de 1 °C, ce qui est très critique pour éviter la déformation et le retrait inégal des pièces transparentes en PS.
3. Température de surface des canaux chauds (41,88 °C)
La température de la pointe des canaux chauds est correctement contrôlée pour empêcher le matériau froid de pénétrer dans la cavité du moule et réduire l'apparition de traces d'écoulement.
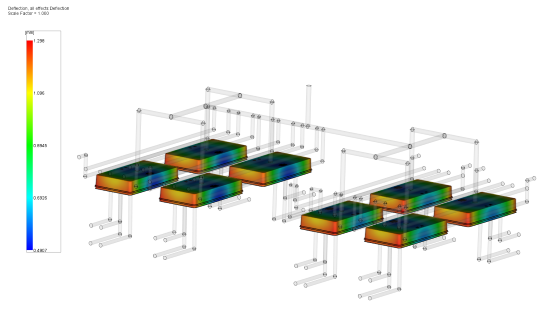
4. Analyse de déformation de gauchissement (Déviation 0,8945 mm → 0,4907 mm)
La déformation du plan initial était trop importante. En ajustant la position du canal d'eau de refroidissement et en optimisant la courbe de maintien de la pression, nous avons contrôlé la déformation finale à moins de 0,5 mm pour répondre aux exigences correspondantes de la boîte d'emballage.
L’analyse du flux de moule nous permet d’éviter au moins trois risques à l’avance :Remplissage déséquilibré, surchauffe locale et déformation excessive. C'est également la raison pour laquelle chez H T Mould, nous insistons sur « analyser d'abord, puis ouvrir le moule ».
Sur la base des résultats de l'analyse, nous avons déterminé les solutions de moule suivantes :

L'équipement de production de masse est la machine de moulage par injection Aotai. Nous avons trié les paramètres clés suivants à partir des paramètres de production réels de l'accessoire :
A en juger par les 10 cycles de production consécutifs enregistrés dans la pièce jointe :
| faire du vélo | Temps de remplissage | Temps(s) de fermeture du moule | Temps d'ouverture du moule (s) | Cycle(s) total(s) | vitesse moyenne d'injection | Pression d'injection maximale (bar) |
|---|---|---|---|---|---|---|
| 0-9 | 3.91~4.06 | 1.71 | 1.89~1.90 | 9.34~9.46 | 212~222 | 141~148 |
La pièce jointe montre l'utilisation de injection en plusieurs étapes (P1/P2/P3) :
- P1 : 65 bars, 65%
- P2 : 100 bars, 70%
- P3 : 0 barre, 0%
Le « mode maintien » est adopté pour le maintien de la pression, ce qui réduit efficacement le retrait.


Lors de la phase d’essai du moule, nous avons rencontré plusieurs problèmes typiques :
Problème 1 : De légères traces d'écoulement apparaissent dans certaines cavités
→ Régler l'équilibre de température des canaux chauds. Après inspection, il a été constaté que le taux de chauffage de la buse n°2 était faible (9,1 %). Après correction, la température de chaque cavité était constante et les traces d'écoulement ont disparu.
Problème 2 : Il y a une contrainte sur la surface du produit lors du démoulage
→ Augmenter le nombre d'éjections et optimiser la disposition des broches d'éjection, tout en réduisant la valeur finale de la pression de maintien et en réduisant la force de maintien.
Problème 3 : Le cycle est trop long (plus de 12 secondes)
→ Optimiser le débit d'eau de refroidissement, réduire le temps de refroidissement de 4,5 secondes à 3 secondes, et ajuster la courbe de vitesse d'ouverture du moule (voir "Rampe de vitesse de démarrage / Rampe de vitesse de fin" en pièce jointe), afin que le cycle soit stabilisé à 9,4 secondes.
À l'heure actuelle, cet ensemble de moules fonctionne de manière stable depuis plus de12000 modes, avec 8 cavités par moule, le taux de rendement est passé de 98,5 % lors de la phase initiale d'essai du moule à99.8%. Les principaux résultats sont les suivants :
| Indice de capacité | Valeur |
|---|---|
| Cycle de moulage | 9,4 secondes/mode |
| Nombre de pièces par module | 8 pièces |
| Capacité de production journalière maximale théorique (24h) | Environ 73 500 pièces |
| Capacité de production quotidienne réelle (efficacité de 85 %) | Environ 62 000 pièces |
| Rendement | 99.8% |
L'aspect des pièces transparentes est approuvé par le clientInspection complète, pas de traces d'écoulement, de bulles, de stries argentées, taille CPK atteinte1.33 et supérieur, répond pleinement aux exigences de correspondance de la boîte d'emballage.
Commentaires clients, ce lot de moulesstabilitéetPerformances de transparenceAu-delà des attentes, la combinaison d'une production de moule unique de 8 pièces et d'un cycle rapide de 9,4 secondes a considérablement réduit le coût d'une seule pièce et a ajouté un deuxième ensemble de commandes de moules du même type.
Ce projet a renforcé plusieurs leçons pratiques pour moules PS transparents multi-empreintes:
1. L'analyse des flux de moules n'est pas qu'une simple formalité, qui détermine directement la position de la porte, l'équilibre de refroidissement et le contrôle du gauchissement. Les données analytiques de ce moule sont hautement cohérentes avec les paramètres de production de masse.
2. Précision du contrôle de la température des canaux chaudsC'est la bouée de sauvetage des pièces transparentes. Il est indispensable pour le contrôle PID indépendant de chaque zone, la fonction de conservation de la chaleur et le préchauffage synchrone.
3. La vitesse d’injection doit être « rapide mais pas chaotique », Les pièces transparentes PS conviennent au remplissage à moyenne et grande vitesse, mais l'injection doit être évitée, nous adoptons donc une courbe d'injection à plusieurs étages.
4. bilan de refroidissementPlus important que la simple baisse de la température du moule, la différence de température de surface du moule doit être contrôlée à moins de 1°C pour garantir la cohérence multi-empreintes.
5. Éjection et échappementLes détails déterminent la stabilité à long terme, ne simplifient pas le système d'éjection pour réduire les coûts.
Un dernier point à ajouter : de nombreux collègues ont tendance à confondre « nombre de moules » et « nombre de pièces » lors du calcul de la capacité de production de moules multi-empreintes. Prenons ce cas comme exemple :
- Temps de cycle 9,4 secondes → 383 moules par heure → 8 pièces par moule → 3 064 articles par heure
- La valeur théorique est d'environ 73 500 pièces en 24 heures par jour. La production réelle prend en compte les changements de moule, le nettoyage des machines, les contrôles de qualité et d'autres facteurs, et est calculée sur la base d'un taux de fonctionnement de 85 %.La capacité de production quotidienne est d'environ 62 000 pièces, ce sont les données réelles et fiables sur la capacité de production.
H T Mould s'est engagé à fournir aux clients "Analyse-Conception-Essai de moules-Production de masse"Service de processus complet. Bien que cet ensemble de moules pour boîtes d'emballage de chocolat transparent PS ne soit pas techniquement le plus complexe, il estMoule de précision multi-empreintes transparentUn représentant typique de. J’espère que le partage d’aujourd’hui inspirera tout le monde.
Si vous avez des pièces transparentes similaires, des moules multi-empreintes ou des produits avec des exigences cosmétiques élevées, n'hésitez pas à contacter l'équipe technique H T Mould. Nous ne construisons pas seulement des moules ; nous comprenons également le processus de moulage par injection derrière une production stable.
Merci à tous !
——Gong Zhang de H T Mould