Dans le domaine des emballages FMCG, le débit, la durée de vie du moule et le coût à la pièce déterminent le succès. En octobre 2024, H T Mould a présenté un moule à canaux chauds à 8 cavités pour tasses de thé à bulles de 650 ml au salon international des plastiques de Jakarta. L'outil effectue un cycle de 6 s sans étiquetage sur des machines de classe 400T et a dépassé les 5 millions de tirs sur le terrain. Cet article passe en revue les justifications techniques et économiques.

La moisissure cible le marché croissant du thé au lait à emporter en Asie du Sud-Est. Exigences:
Moule en coupelle à haute cavité à 8 cavités livré – données clés :
| Article | Valeur |
|---|---|
| Cavités | 8 |
| Faire du vélo | 6 s |
| Taille du moule | 650×980×560 millimètres |
| Cours de presse | 400T-420T |
| Température de fusion du PP | 310℃ |
| Température de l'eau de refroidissement | 16–20℃ |
| Pression de l'eau de refroidissement | 0,5 à 0,6 MPa |
| Vie garantie | 3 millions de clichés |
| Durée de vie typique (maintenue) | 5 à 6 millions de clichés |
Sans étiquetage, le gobelet de 650 ml est une pièce à paroi fine de profondeur moyenne. Le refroidissement et le mouvement du moule fixent la limite.
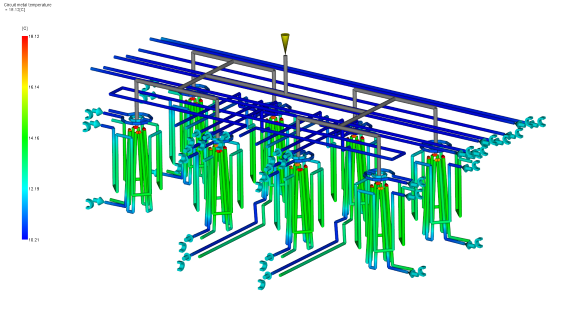
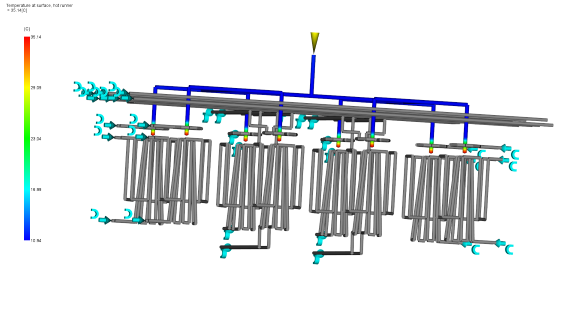
Refroidissement conforme : Les canaux 3D suivent la paroi de la tasse pour une évacuation uniforme de la chaleur. Température d'éjection mesurée ≤ 45 ℃ : pas de grille de refroidissement secondaire.
Eau à haute pression : À 0,5-0,6 MPa et 16-20℃, le débit est environ 30 % plus élevé, améliorant ainsi le transfert de chaleur.
Éjection rapide avec assistance pneumatique : Évite le maintien du vide ; éjection en ~ 0,6 s.
Acier : S136 importé, HRC 52–54, avec traitement cryogénique pour réduire l'austénite retenue.
Pièces coulissantes : éjecteurs, glissières, piliers de guidage en alliage résistant à l'usure + DLC — ~60 % de friction en moins.
Canaux chauds : vannes multipoints, température inférieure à ± 1 ℃, évitant les limaces froides et les surcharges locales.

L’eau des plantes est souvent chaude (16 à 20 ℃ est déjà de l’eau « froide » ; certains sites voient ~ 28 ℃). Un diamètre de canal plus grand et des circuits parallèles maintiennent la surface du moule entre 32 et 36 ℃ afin que le temps de cristallisation ne s'allonge pas.
Objectif 90 000 pièces/jour (24 h) :
| Comparaison | 4 cavités | 8 cavités |
|---|---|---|
| Faire du vélo | 5,5 s | 6 s |
| Production journalière théorique | ~62,000 | ~115,000 |
| Réel quotidien (utilisation à 85 %) | ~53,000 | ~98,000 |
| Presses nécessaires | 2 | 1 |
| Investissement en équipement | 2×400T | 1×400T |
| Investissement en moisissures | 2 outils | 1 outil |
| Main d'œuvre (1 par presse) | 2/équipe | 1/équipe |
| Énergie par pièce | référence +35 % | ligne de base |
| Amortissement du moule (5M de plans) | 0,0001 EUR/pièce par M de clichés | 0,0001 EUR/pièce par M de clichés |
Conclusion:
Bien que le cycle à 8 cavités soit 0,5 s plus long que celui à 4 cavités, la production par machine augmente d'environ 85 % et le coût total par pièce diminue d'environ 28 à 32 %. Pour une demande supérieure à ~80 000 /jour, 8 cavités constituent le point idéal économique.

Octobre 2024 : le moule a fonctionné en direct sur une presse locale de 420 T pendant 4 jours, 10 h/jour, ~190 000 tasses, aucun temps d'arrêt. Épaisseur de paroi échantillonnée ≤0,03 mm, rondeur du bord ≤0,15 mm – convient à la hauteur d'empilage et au ruban d'étanchéité du couvercle.
Plusieurs emballeurs indonésiens, philippins et malaisiens ont signé sur place des lettres d'intention pour trois moules identiques.
Pour atteindre 5 à 6 millions de clichés :
Note: Si le rebroyage dépasse ~ 30 % ou si le mélange maître de couleur change souvent, attendez-vous à une durée de vie plus proche de 2,5 à 3 millions de clichés.
Cet outil à 8 cavités de 650 ml montre qu'avec un refroidissement conforme, un contrôle des canaux chauds et une conception résistante à l'usure, des cycles de 6 s et une durée de vie de plus de 5 millions de tirs sont réalisables sur des presses standard dans des conditions de refroidissement tropicales.
Pour les usines d’Asie du Sud-Est ayant besoin de 80 à 120 000 tasses/jour, il s’agit d’une voie à faible capital et à retour sur investissement rapide. La disposition du refroidissement, l'éjection et les choix d'acier sont désormais standardisés pour une adaptation rapide aux gobelets de 500 ml, 700 ml et 900 ml.
(H T Mould – moules d'emballage à haute cavité, longue durée de vie et livraison rapide. Contactez-nous pour un examen technique ou une modélisation de la capacité.)