薄壁注塑模具:核心技术难点与工程解决方案
在塑料制品轻量化需求日益增长的今天,薄壁注塑成型技术已成为衡量模具企业技术水平的重要标尺。所谓薄壁注塑,通常指产品壁厚小于1mm,部分高端应用甚至可薄至0.3mm左右。相较于常规注塑,薄壁成型在材料流动性、模具结构强度、加工精度及冷却效率等方面均面临更为严苛的挑战。
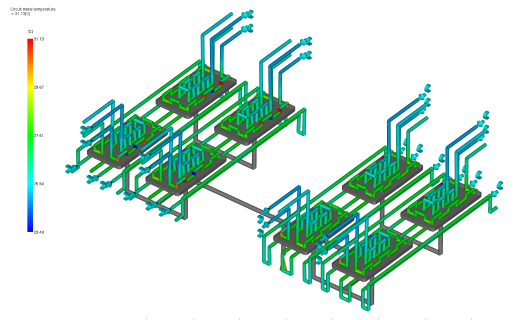
薄壁产品的型腔极窄,熔体流动阻力剧增,冷却速率显著加快。若设计不当,极易出现短射、熔接线明显或填充不完整等问题。因此,模具设计必须将模流分析作为前置核心环节。
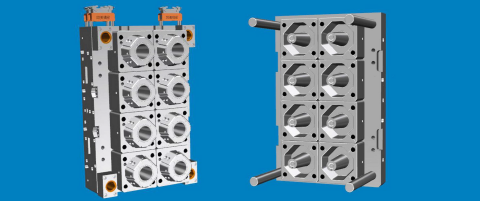
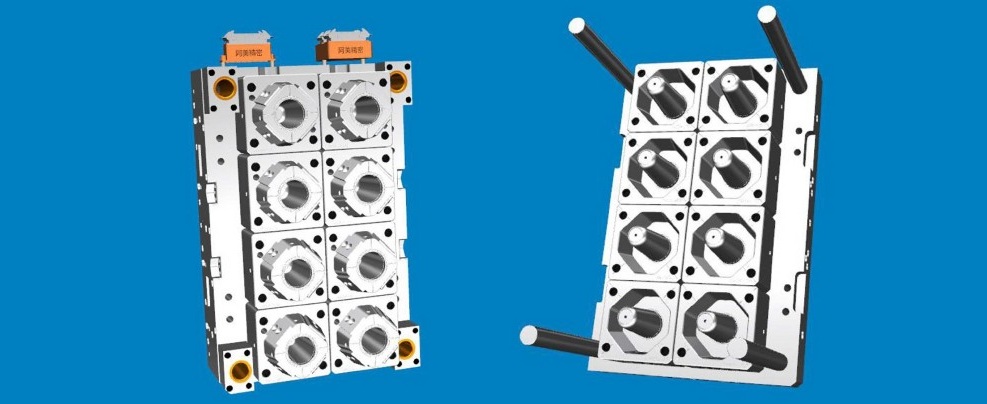
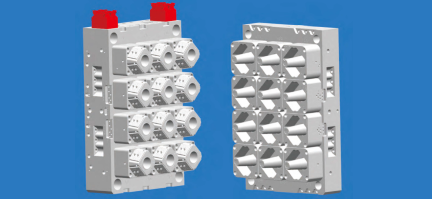
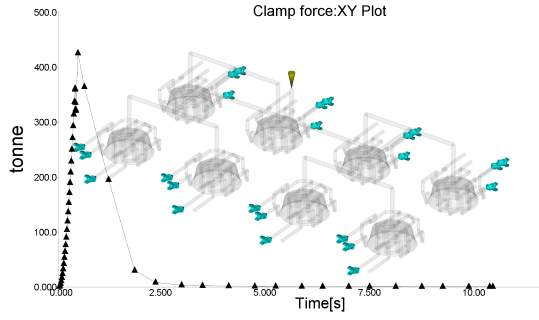
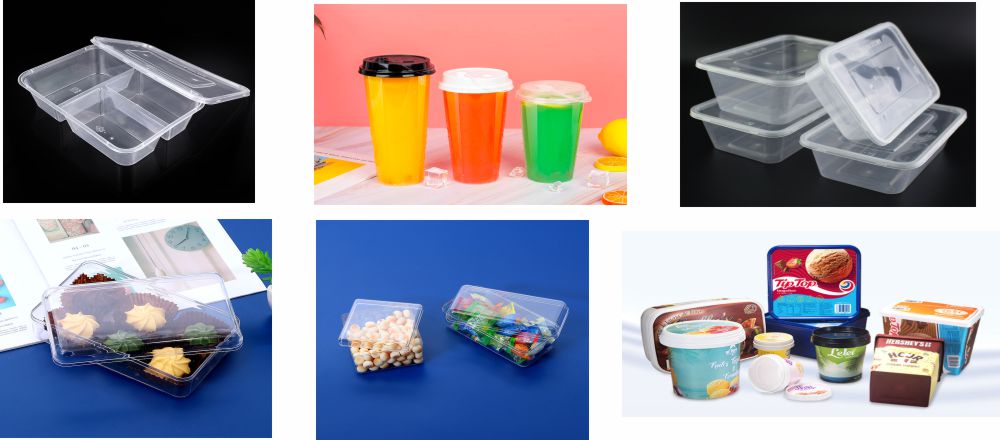
恒通模具在设计初期,即借助先进的模流分析技术,对熔体前沿温度、剪切应力、压力场及锁模力进行系统模拟。通过精准预判充填风险,优化浇口位置、流道尺寸及型腔布局。以650ml薄壁杯子和餐盒为例,恒通模具普遍采用1出8或1出6的高型腔设计,在保证充填平衡的前提下,将整体成型周期稳定控制在10秒以内,最快可实现6.2秒的IML(模内贴标)成型,充分验证了模流分析在薄壁成型中的关键作用。

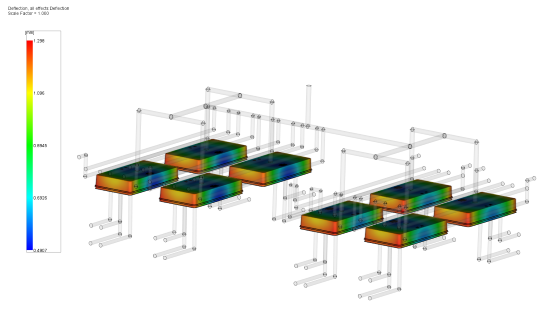
薄壁注塑通常需要极高的注射速度和压力,注射速度可达常规注塑的5至10倍,注射压力常超过200MPa。在此工况下,模具若刚性不足,模板易发生弹性变形,导致型腔尺寸失稳、壁厚不均,甚至出现产品偏心问题。
恒通模具在高强度模具结构设计方面积累了丰富经验。通过选用高强度模架材料,合理布置支撑柱与模板厚度,确保模具在高速高压冲击下的变形量控制在微米级。针对可能出现的偏心问题,恒通模具具备成熟的人为干预与调试能力,通过浇口平衡优化、顶出系统调整及温度场修正等手段,在不中断生产的前提下实现精细调整,保证产品尺寸一致性与成型稳定性。
薄壁产品对尺寸精度要求极高,任何微小的加工偏差都可能被放大,影响装配或使用性能。恒通模具采用高速精密加工设备,确保型腔、型芯及冷却水路的加工精度达到微米级别。
更关键的是,针对容易翘曲变形的薄壁产品,恒通模具在模具设计阶段即通过模流分析预判收缩与变形趋势,并反向进行预变形处理——即在型腔设计中预先引入几何修正量,使产品脱模后自然回弹至目标形状。这一技术对经验与数据积累要求极高,恒通模具通过大量实践验证,目前最薄可稳定成型0.32mm壁厚的产品,展现了其在精密模具制造领域的技术实力。

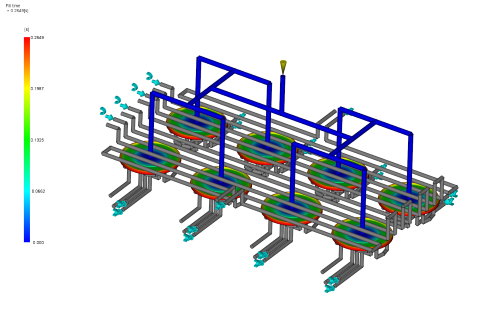
成型周期是薄壁注塑经济性的核心指标。由于薄壁产品散热快,冷却时间通常占据整个周期的80%以上,若冷却不均或效率不足,不仅延长周期,还会引发翘曲与内应力集中。
恒通模具在冷却水路设计上,坚持“随形冷却”原则,根据产品三维轮廓精确布置水路,确保型腔表面温度场均匀。以1出8的650ml IML杯子为例,通过精细的水路设计与高流量冷却系统,成功将成型周期压缩至6.2秒;1出6餐盒同样稳定在10秒以内。合理的运水设计在保障产品质量的同时,为客户创造了显著的生产效率与经济效益。
薄壁注塑模具的设计与制造,是材料流变学、结构力学、热传导与精密加工等多学科技术的综合应用。恒通模具中国有限公司凭借在模流分析、高强度结构设计、精密加工、预变形补偿及高效冷却系统等方面的深厚积累,形成了一套成熟可靠的薄壁注塑模具解决方案。从0.32mm超薄壁厚产品的稳定量产,到6.2秒超短周期的高效生产,恒通模具持续以工程技术能力,为薄壁注塑领域提供高质量的模具产品与服务。
接下来,我们将通过具体案例,进一步展示恒通模具在薄壁注塑领域的工程实践与技术成果。